Doppelter Servo-Bohr- und Gewindeschneidkopf, Verarbeitung der gesamten Prozessspezifikation und der wichtigsten Vorsichtsmaßnahmen
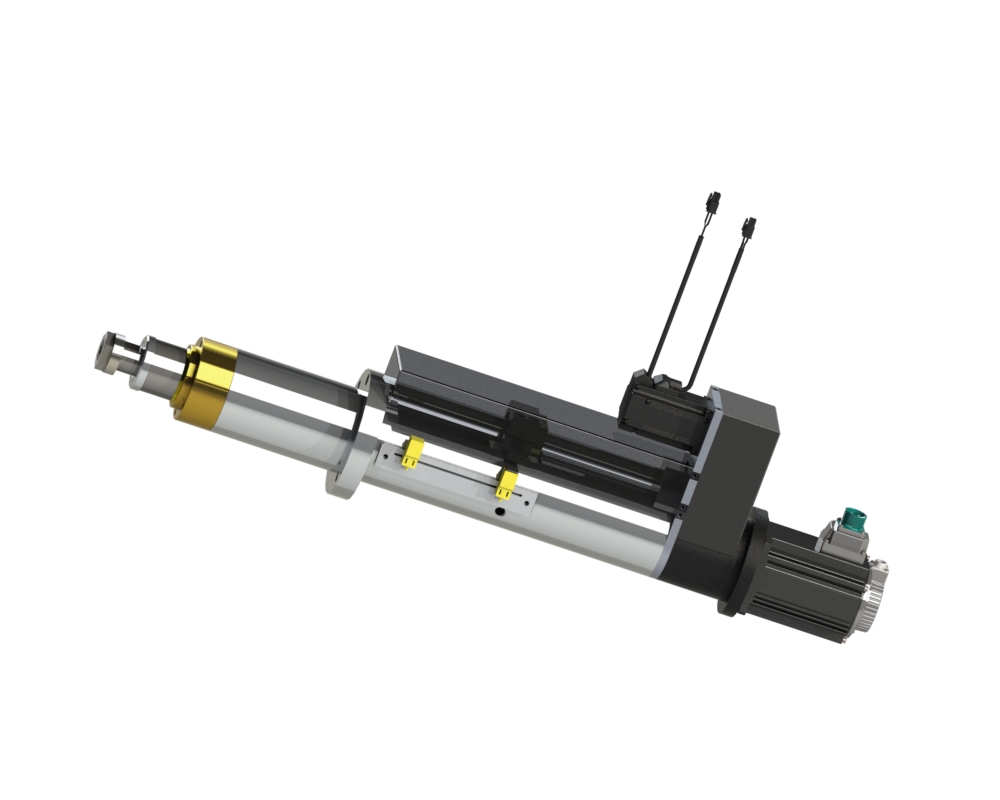
In der automatisierten Präzisionsbearbeitung ist der doppelte Servo-Bohr- und Gewindeschneidkopf der zentrale Servo-Antriebskopf, der die Hochgeschwindigkeitsschneidfähigkeit des Bohrkraftkopfes und die Fähigkeit des Gewindeschneidkopfes zur Präzisionsformung integriert. Die Standardisierung des Bearbeitungsvorgangs bestimmt direkt die Ausbeute der Produktverarbeitung, die Genauigkeit der Gerätebedienung und die Lebensdauer. YSA engagiert sich seit vielen Jahren intensiv im Bereich der Präzisions-Servoübertragung. Durch die Kombination der Anwendungserfahrung von Tausenden von Anwendern werden die wichtigsten Vorsichtsmaßnahmen für den gesamten Prozess der Bearbeitung des doppelten Servo-Bohr- und Gewindeschneidkopfes herausgearbeitet, und die Anwender können die Leistungsvorteile des YSA-Antriebskopfes voll ausspielen, um eine effiziente, stabile und hochpräzise Bohr- und Gewindeschneidbearbeitung zu erreichen.
Die grundlegende Inspektion vor dem Start ist die Voraussetzung für den Aufbau einer starken Verteidigungslinie für Sicherheit und Präzision. Als Präzisions-Servo-Antriebskopf werden die Spindel und die Vorschubwelle des Dual-Servo-Bohr- und Gewinde-Antriebskopfes durch einen hochpräzisen Servo-Regelkreis gesteuert.
Vor dem Starten der Maschine müssen drei wichtige Kontrollen durchgeführt werden: Erstens muss geprüft werden, ob die Verkabelung des elektrischen Systems fest ist, ob der Servotreiber und die Motorparameter übereinstimmen und ob eine Fehlausrichtung durch Signalstörungen verhindert wird; zweitens muss sichergestellt werden, dass das Schmiersystem normalerweise mit Öl versorgt wird und die Spindellager und Linearführungen geschmiert sind. Dies ist der Schlüssel zur Gewährleistung eines langfristig stabilen Betriebs des Bohrkraftkopfes. Es ist strengstens untersagt, die Komponenten aufgrund von Ölmangel irreversibel durch Trockenschleifen zu verschleißen. Drittens müssen die Vertikalität des Einbauflansches und die Steifigkeit der Vorrichtung kalibriert werden, um sicherzustellen, dass die Spindel des Antriebskopfes senkrecht zur Bearbeitungsoberfläche steht, um Schäden an der Kernstruktur der Ausrüstung aufgrund von Installationsabweichungen zu vermeiden.
Die genaue Abstimmung der Bearbeitungsparameter ist der Schlüssel zur Vermeidung von Kernbearbeitungsrisiken und zur Nutzung der Vorteile der Dual-Servo-Struktur. Wenn das Gerät als Bohrkraftkopf verwendet wird, müssen Spindeldrehzahl und Vorschubgeschwindigkeit entsprechend dem Werkstückmaterial, der Öffnungsgröße und dem Werkzeugtyp genau aufeinander abgestimmt werden. Bei Materialien mit hoher Härte wie Titanlegierungen und abgeschrecktem Stahl ist es notwendig, die Drehzahl vernünftig zu reduzieren und die Vorschubmenge zu kontrollieren, um ein Zusammenbrechen des Bohrers und eine Überlastung der Spindel zu vermeiden. Wenn das Gerät als Gewindeschneidkopf verwendet wird, muss das Prinzip der 1: 1-Leitungssynchronisation zwischen der Spindeldrehzahl und der Vorschubwelle strikt eingehalten werden. Dies ist der zentrale Kontrollpunkt des Doppelservo-Gewindeschneidkraftkopfes. Eine Fehlanpassung der Bohrparameter führt direkt zu Problemen wie Gewindesicherheit, rutschigen Zähnen und Gewindeschneidbruch. Gleichzeitig müssen die Schnittparameter entsprechend den Materialeigenschaften angepasst werden. Edelstahl und andere leicht zu klebende Messermaterialien müssen die Geschwindigkeit reduzieren. Nichteisenmetalle wie Aluminium müssen den Vorschubrhythmus optimieren Sorgen Sie für eine reibungslose Spanabfuhr und verbessern Sie umfassend die Gewindeformgenauigkeit.
Die Echtzeitüberwachung und der standardisierte Betrieb und die Wartung des Verarbeitungsprozesses sind die Garantie für einen langfristig stabilen Betrieb der Anlage. Während der Bearbeitung ist es notwendig, das abnormale Geräusch des Spindelbetriebs in Echtzeit zu überwachen, auf die Belastungsrate und die Alarminformationen des Servotreibers zu achten und die Maschine im Falle von Überlast, Überstrom und abnormalen Vibrationen sofort zur Untersuchung anzuhalten. Es ist strengstens untersagt, den Betrieb zu erzwingen, um irreversible Schäden am Servomotor und am Spindellager des YSA-Antriebskopfes zu vermeiden. Beim Bohren und Gewindeschneiden von tiefen Löchern ist es notwendig, die Späne rechtzeitig mit einer intermittierenden Zuführung zu entfernen, um ein Verstopfen der Späne und ein Verkratzen der Lochwand, ein Verklemmen des Werkzeugs und eine Beschädigung der Übertragungsstruktur des Gewindeschneidkopfes zu vermeiden. Nach Abschluss der Verarbeitung ist es notwendig, die Späne und Ölflecken auf der Oberfläche und im Inneren des Antriebskopfes rechtzeitig zu beseitigen, die wiederholte Positionierungsgenauigkeit und das Spindelschlagen des Servokopfes regelmäßig zu kalibrieren und die Spindelrostschutzbehandlung während der langfristigen Abschaltung gut durchzuführen, um die Lebensdauer der Anlage zu maximieren. Standardisierte Verarbeitungsvorgänge und eine vollständige Prozesskontrolle können nicht nur das Leistungspotenzial des doppelten Servobohr- und Gewindeschneidkopfes voll ausschöpfen, sondern auch die Ausfallrate der Anlage sowie die Betriebs- und Wartungskosten effektiv reduzieren und die Produktionseffizienz verbessern. YSA stellt die Anforderungen der Benutzer immer in den Mittelpunkt, bietet technische Unterstützung und Servicegarantie für jeden YSA-Antriebskopf und hilft den meisten Fertigungsunternehmen, Präzision, Automatisierung und effiziente Produktionsverbesserungen zu erreichen.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 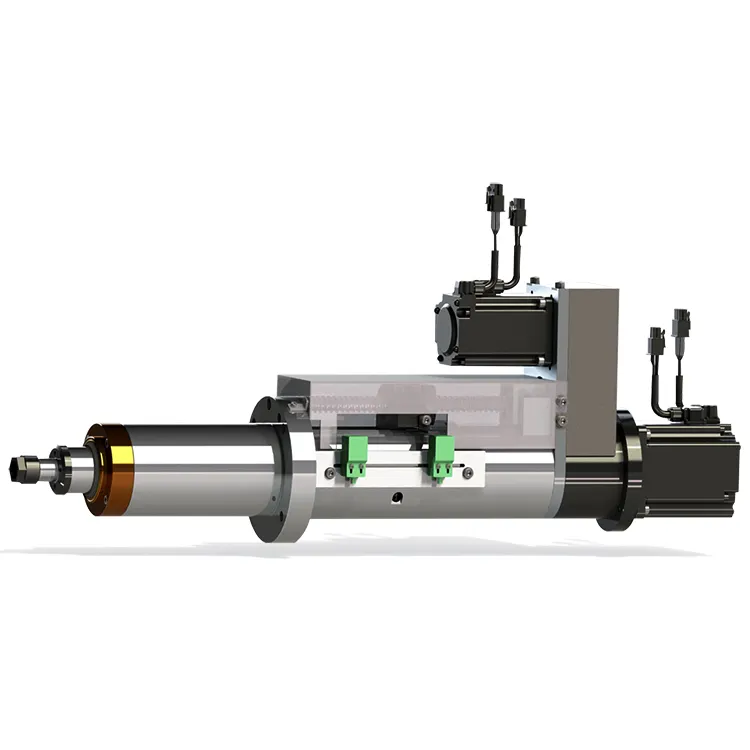 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 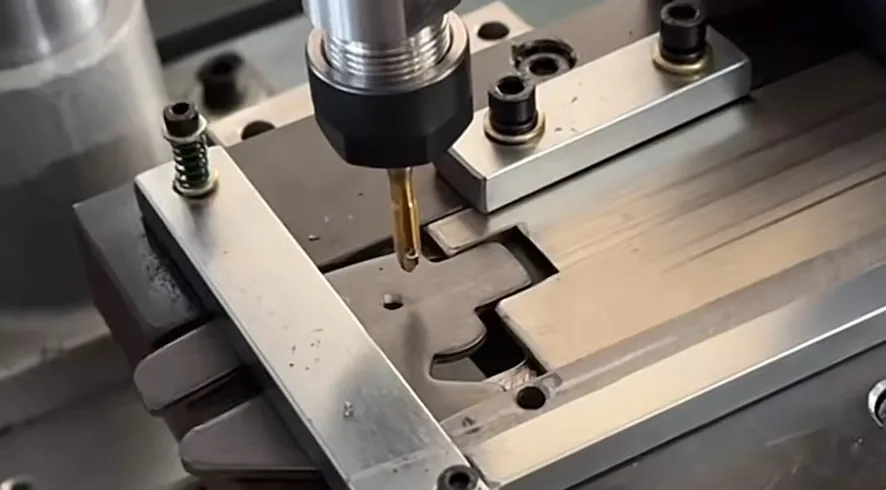 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin