Servo de perfuração dupla e cabeçote de força de rosca, processando especificações de todo o processo e precauções principais
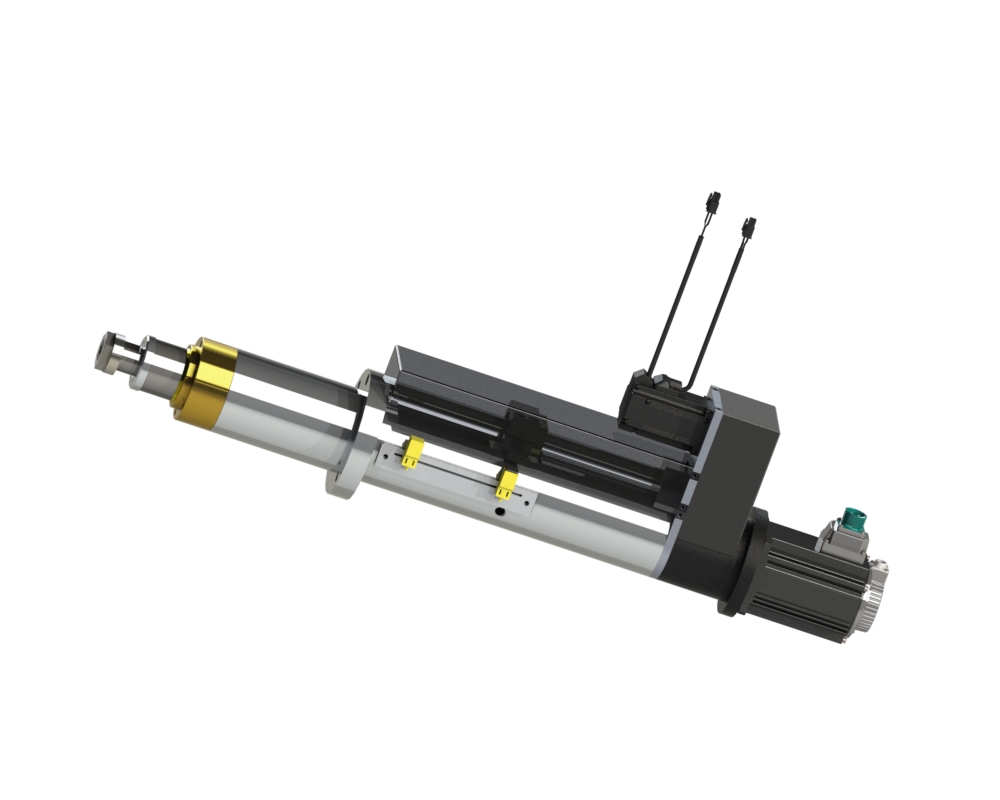
No sistema de usinagem automatizada de precisão, a cabeça de força servo de perfuração e rosqueamento duplo é a cabeça de força servo central que integra a capacidade de corte em alta velocidade da cabeça de força de perfuração e a capacidade de formação de rosca de precisão da cabeça de força de rosqueamento. A padronização de sua operação de processamento determina diretamente o rendimento do processamento do produto, a precisão da operação do equipamento e a vida útil. A YSA está profundamente envolvida no campo da transmissão servo de precisão há muitos anos. Combinando a experiência de aplicação de campo de milhares de usuários, ele classifica as principais precauções de todo o processo de usinagem da cabeça de força servo de perfuração e rosqueamento duplo e ajuda os usuários a aproveitar ao máximo as vantagens de desempenho da cabeça de força YSA para alcançar um processamento de perfuração e rosqueamento eficiente, estável e de alta precisão.
A inspeção básica antes de começar é a premissa da construção de uma forte linha de defesa para segurança e precisão. Como um cabeçote de força servo de precisão, o fuso e o eixo de alimentação do cabeçote de força servo de perfuração e rosqueamento duplo são controlados por servo de circuito fechado de alta precisão.
Antes de ligar a máquina, é necessário realizar três verificações principais: primeiro, verifique se a fiação do sistema elétrico está firme, se o servo driver e os parâmetros do motor correspondem e evite o desalinhamento da operação causado pela interferência do sinal; segundo, confirme se o sistema de lubrificação é normalmente fornecido com óleo e os mancais do eixo-árvore e as guias lineares estão lubrificados no lugar. Esta é a chave para garantir a operação estável a longo prazo da cabeça de força de perfuração. É estritamente proibido o desgaste dos componentes irreversivelmente causado pela moagem a seco devido à falta de óleo. Terceiro, calibre a verticalidade do flange de instalação e a rigidez da fixação para garantir que o fuso da cabeça de força esteja perpendicular à superfície de processamento, de modo a evitar danos à estrutura central do equipamento devido ao desvio da instalação.
A correspondência precisa dos parâmetros de processamento é a chave para evitar os riscos de processamento do núcleo e aproveitar as vantagens da estrutura de servo duplo. Quando o equipamento é usado como uma cabeça de força de perfuração, é necessário combinar com precisão a velocidade do fuso e a velocidade de alimentação de acordo com o material da peça de trabalho, tamanho da abertura e tipo de ferramenta. Para materiais de alta dureza, como liga de titânio e aço temperado, é necessário reduzir razoavelmente a velocidade e controlar a quantidade de alimentação para evitar o colapso da broca e a sobrecarga do fuso. Quando o equipamento é usado como uma cabeça de força de rosca, o princípio de sincronização de chumbo 1: 1 entre a velocidade do fuso e o eixo de alimentação deve ser estritamente seguido. Este é o ponto de controle central da cabeça de força de rosca de servo-perfuração dupla. A incompatibilidade de parâmetros levará diretamente a problemas como desordem da rosca, dentes escorregadios e fratura da rosca. Ao mesmo tempo, os parâmetros de corte precisam ser ajustados de acordo com as características do material. O aço inoxidável e outros materiais de faca fáceis de colar precisam reduzir a velocidade. Metais não ferrosos, como o alumínio, precisam otimizar o ritmo de alimentação Garanta a remoção suave do cavaco e melhore de forma abrangente a precisão da formação da rosca.
O monitoramento em tempo real e a operação e manutenção padronizadas do processo de processamento são a garantia da operação estável a longo prazo do equipamento. Durante o processamento, é necessário monitorar o som anormal da operação do eixo em tempo real, prestar atenção à taxa de carga e às informações de alarme do servo driver e parar imediatamente a máquina para investigação em caso de sobrecarga, sobrecorrente e vibração anormal. É estritamente proibido forçar a operação doente para evitar danos irreversíveis ao servo motor e ao rolamento do eixo da cabeça de força YSA. Durante as operações de perfuração e rosqueamento de furos profundos, é necessário usar alimentação intermitente para remover os chips a tempo de evitar entupimento do chip e arranhar a parede do furo, obstruir a ferramenta e, em seguida, danificar a estrutura de transmissão da cabeça de força de rosqueamento. Após a conclusão do processamento, é necessário limpar os chips e manchas de óleo na superfície e dentro da cabeça de força a tempo, calibrar regularmente a precisão de posicionamento repetida e a batida do eixo da cabeça de força servo e fazer um bom trabalho no tratamento de prevenção de ferrugem do eixo durante o desligamento de longo prazo para maximizar a vida útil do equipamento. Operações de processamento padronizadas e controle total do processo podem não apenas liberar totalmente o potencial de desempenho da cabeça de força de servo e rosqueamento duplo, mas também reduzir efetivamente a taxa de falha do equipamento e os custos de operação e manutenção e melhorar a eficiência da produção. A YSA sempre leva a solicitação do usuário como o núcleo, fornecendo suporte técnico de ciclo completo e garantia de serviço para cada cabeça de energia YSA, e ajudando a maioria das empresas de manufatura a alcançar precisão, automação e atualizações de produção eficientes.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 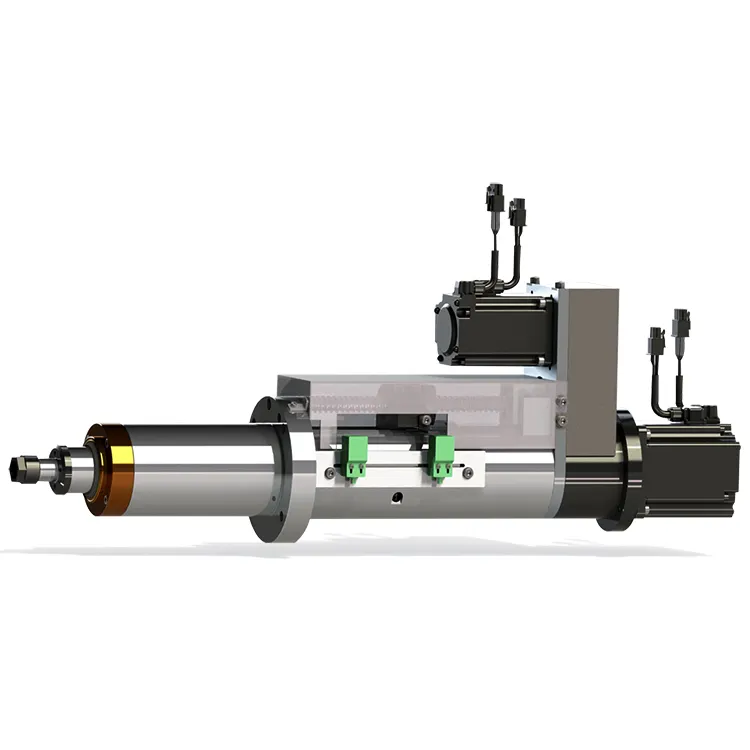 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 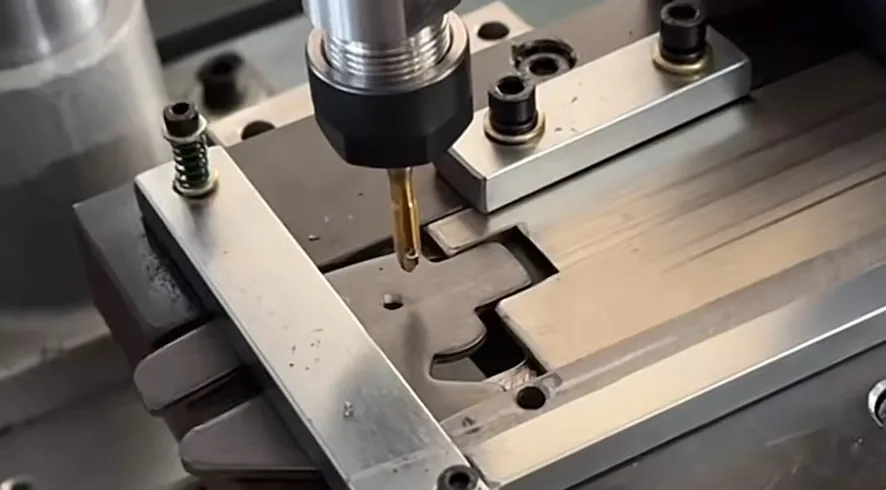 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin