Double servo drilling and tapping power head, processing whole process specification and core precautions
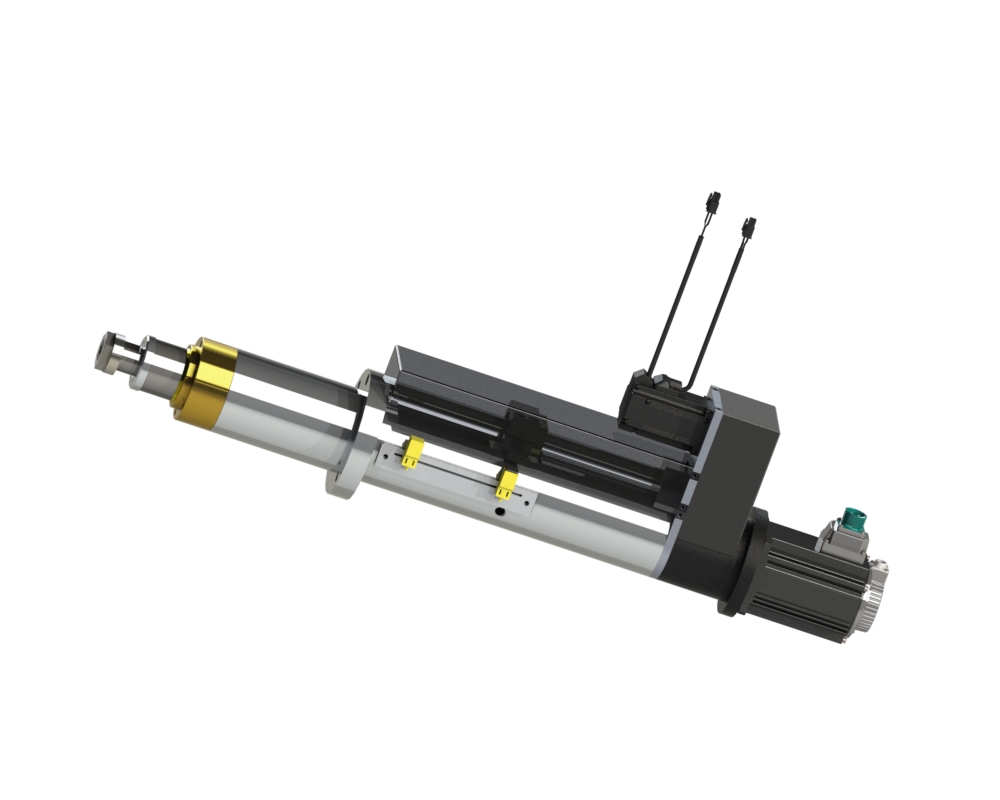
In the precision automated machining system, the double servo drilling and tapping power head is the core servo power head that integrates the high-speed cutting ability of the drilling power head and the precision thread forming ability of the tapping power head. The standardization of its processing operation directly determines the product processing yield, equipment operation accuracy and service life. YSA has been deeply involved in the field of precision servo transmission for many years. Combining the field application experience of thousands of users, it sorts out the core precautions of the whole process of machining the double servo drilling and tapping power head, and helps users give full play to the performance advantages of YSA power head to achieve efficient, stable and high-precision drilling and tapping processing.
The basic inspection before starting is the premise of building a strong line of defense for safety and precision. As a precision servo power head, the spindle and feed shaft of the dual servo drilling and tapping power head are controlled by high-precision servo closed-loop.
Before starting the machine, it is necessary to complete three key checks: first, check whether the wiring of the electrical system is firm, whether the servo driver and the motor parameters match, and prevent the misalignment of operation caused by signal interference; second, confirm that the lubrication system is normally supplied with oil, and the spindle bearings and linear guides are lubricated in place. This is the key to ensuring the long-term stable operation of the drilling power head. It is strictly forbidden to wear the components irreversibly caused by dry grinding due to lack of oil. Third, calibrate the verticality of the installation flange and the rigidity of the fixture to ensure that the spindle of the power head is perpendicular to the processing surface, so as to avoid damage to the core structure of the equipment due to installation deviation.
The accurate matching of processing parameters is the key to avoiding core processing risks and leveraging the advantages of the dual-servo structure. When the equipment is used as a drilling power head, it is necessary to accurately match the spindle speed and feed speed according to the workpiece material, aperture size, and tool type. For high-hardness materials such as titanium alloy and quenched steel, it is necessary to reasonably reduce the speed and control the feed amount to avoid drill bit collapse and spindle overload. When the equipment is used as a tapping power head, the principle of 1:1 lead synchronization between the spindle speed and the feed shaft must be strictly followed. This is the core control point of the double servo drilling tapping power head. Parameter mismatch will directly lead to problems such as thread disorder, slippery teeth, and tap fracture. At the same time, the cutting parameters need to be adjusted according to the material characteristics. Stainless steel and other easy-to-stick knife materials need to reduce the speed. Non-ferrous metals such as aluminum need to optimize the feed rhythm Ensure smooth chip removal and comprehensively improve thread forming accuracy.
The real-time monitoring and standardized operation and maintenance of the processing process are the guarantee for the long-term stable operation of the equipment. During processing, it is necessary to monitor the abnormal sound of the spindle operation in real time, pay attention to the load rate and alarm information of the servo driver, and immediately stop the machine for investigation in case of overload, overcurrent, and abnormal vibration. It is strictly forbidden to force sick operation to avoid irreversible damage to the servo motor and spindle bearing of the YSA power head. During deep hole drilling and tapping operations, it is necessary to use intermittent feeding to remove chips in time to avoid chip clogging and scratching the hole wall, jamming the tool, and then damaging the transmission structure of the tapping power head. After the processing is completed, it is necessary to clean up the chips and oil stains on the surface and inside of the power head in time, regularly calibrate the repeated positioning accuracy and spindle beating of the servo power head, and do a good job of spindle rust prevention treatment during long-term shutdown to maximize the service life of the equipment. Standardized processing operations and full process control can not only fully release the performance potential of the double servo drilling and tapping power head, but also effectively reduce the equipment failure rate and operation and maintenance costs, and improve production efficiency. YSA always takes user request as the core, providing full-cycle technical support and service guarantee for each YSA power head, and helping the majority of manufacturing enterprises to achieve precision, automation and efficient production upgrades.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 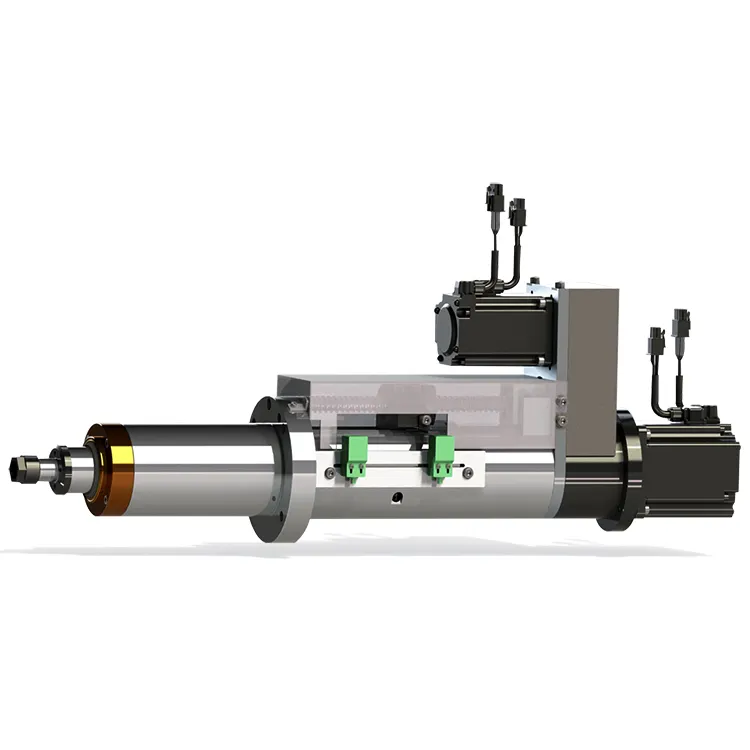 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 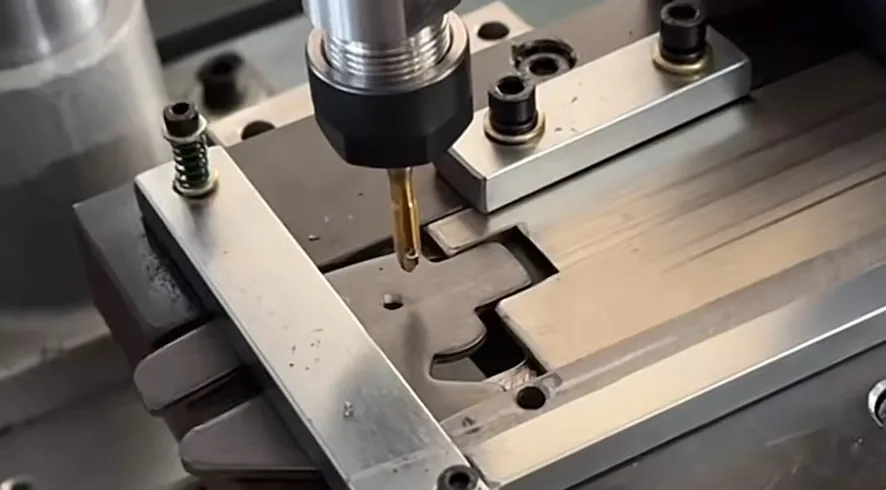 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin