Двойной сервопривод сверля и постукивая головка силы, обрабатывая спецификацию всего процесса и основные меры предосторожности
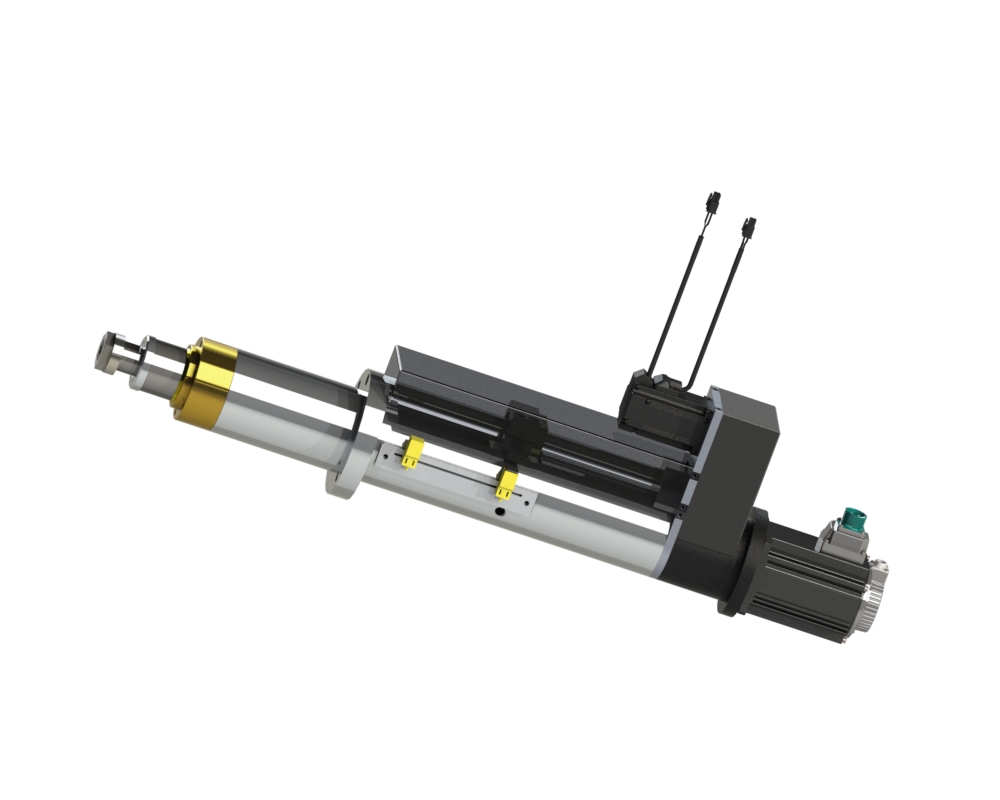
В системе точной автоматизированной обработки двойная сервопривода, сверлильная и нарезающая головка, является основной сервоприводом, которая объединяет высокоскоростную режущую способность головки сверлильной мощности и способность точной резьбы нарезающей головки. Стандартизация его обработки напрямую определяет выход продукта, точность работы оборудования и срок службы. YSA уже много лет активно участвует в области точной сервопривода. Объединяя опыт полевых применений тысяч пользователей, он разбирает основные меры предосторожности всего процесса механической обработки двойной сервопривода и нарезающей головки и помогает пользователям в полной мере использовать преимущества производительности головки питания YSA для достижения эффективного, стабильного и высокоточного бурения и обработки нарезания.
Основная проверка перед запуском является предпосылкой построения сильной линии защиты для безопасности и точности. В качестве прецизионной сервоприводной головки шпиндель и подающий вал двойной сервосверлильной и постукивающей силовой головки контролируются высокоточным сервоприводом с замкнутым контуром.
Перед запуском машины необходимо выполнить три ключевые проверки: во-первых, проверить, прочная ли проводка электрической системы, совпадают ли параметры сервопривода и двигателя, и предотвратить несоосность работы, вызванную помехами сигнала; во-вторых, подтвердить, что система смазки обычно снабжается маслом, а подшипники шпинделя и линейные направляющие смазываются на месте. Это ключ к обеспечению долгосрочной стабильной работы буровой головки. Категорически запрещено необратимо носить компоненты, вызванные сухим шлифованием из-за отсутствия масла. В-третьих, откалибруйте вертикальность установочного фланца и жесткость приспособления, чтобы убедиться, что шпиндель силовой головки перпендикулярен обрабатывающей поверхности, чтобы избежать повреждения основной конструкции оборудования из-за отклонения установки.
Точное соответствие параметров обработки является ключом к тому, чтобы избежать рисков обработки сердечника и использовать преимущества конструкции с двумя сервоприводами. Когда оборудование используется в качестве буровой головки, необходимо точно соответствовать скорости шпинделя и скорости подачи в соответствии с материалом заготовки, размером диафрагмы и типом инструмента. Для материалов с высокой твердостью, таких как титановый сплав и закаленная сталь, необходимо разумно снизить скорость и контролировать количество подачи, чтобы избежать обрушения бурового долота и перегрузки шпинделя. Когда оборудование используется в качестве постукивающей головки, необходимо строго соблюдать принцип синхронизации 1: 1 между скоростью шпинделя и подающим валом. Это контрольная точка ядра головки с двумя сервоприводом. Несоответствие параметров напрямую приведет к таким проблемам, как нарушение резьбы, скользкие зубья и разрыв крана. В то же время параметры резки должны быть скорректированы в соответствии с характеристиками материала. Нержавеющая сталь и другие легко приклеиваемые ножевые материалы должны снижать скорость. Цветные металлы, такие как алюминий, должны оптимизировать ритм подачи. Обеспечьте гладкое удаление стружки и всесторонне улучшите точность формирования резьбы.
Мониторинг в реальном времени, а также стандартизированная работа и техническое обслуживание процесса обработки являются гарантией долгосрочной стабильной работы оборудования. Во время обработки необходимо отслеживать ненормальный звук работы шпинделя в режиме реального времени, обращать внимание на скорость нагрузки и аварийную информацию сервопривода и немедленно останавливать машину для расследования в случае перегрузки, перегрузки по току и аномальной вибрации. Категорически запрещено принудительно проводить больную работу, чтобы избежать необратимого повреждения серводвигателя и шпиндельного подшипника силовой головки YSA. Во время бурения глубоких отверстий и нарезания необходимо использовать периодическую подачу для своевременного удаления стружки, чтобы избежать засорения и царапания стенки отверстия, заклинивания инструмента, а затем повреждения передающей структуры нарезающей головки. После завершения обработки необходимо своевременно очищать стружки и масляные пятна на поверхности и внутри силовой головки, регулярно калибровать повторную точность позиционирования и избиение шпинделя силовой головки сервопривода, а также хорошо выполнять работу по предотвращению ржавчины шпинделя при длительном отключении, чтобы максимизировать срок службы оборудования. Стандартизированные операции обработки и полный контроль процесса могут не только полностью высвободить потенциал производительности двухцилиндрового сервопривода и нарезающей головки, но и эффективно снизить частоту отказов оборудования, затраты на эксплуатацию и техническое обслуживание, а также повысить эффективность производства. YSA всегда берет на себя запросы пользователей в качестве основы, обеспечивая техническую поддержку и гарантию обслуживания всего цикла для каждой силовой головки YSA и помогая большинству производственных предприятий достичь точности, автоматизации и эффективной модернизации производства.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 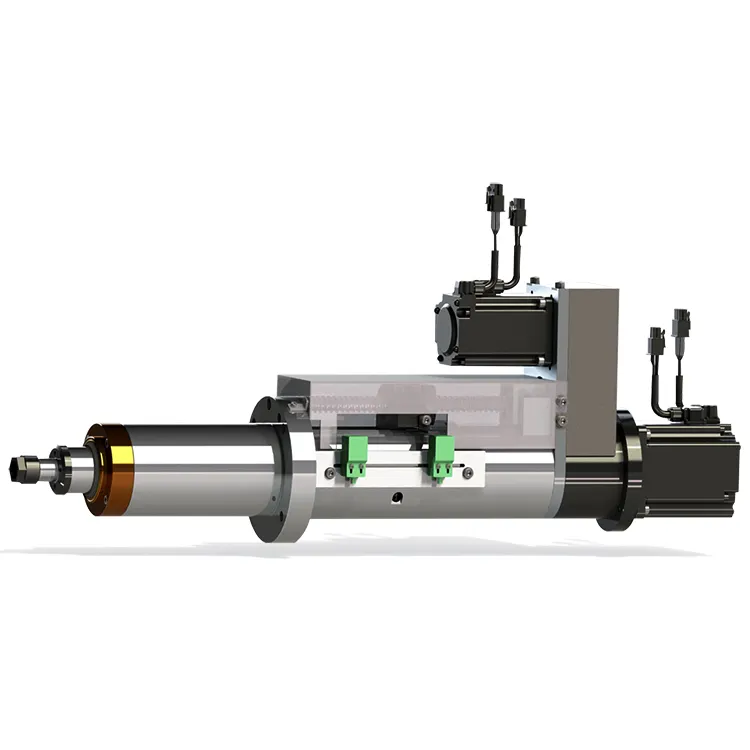 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 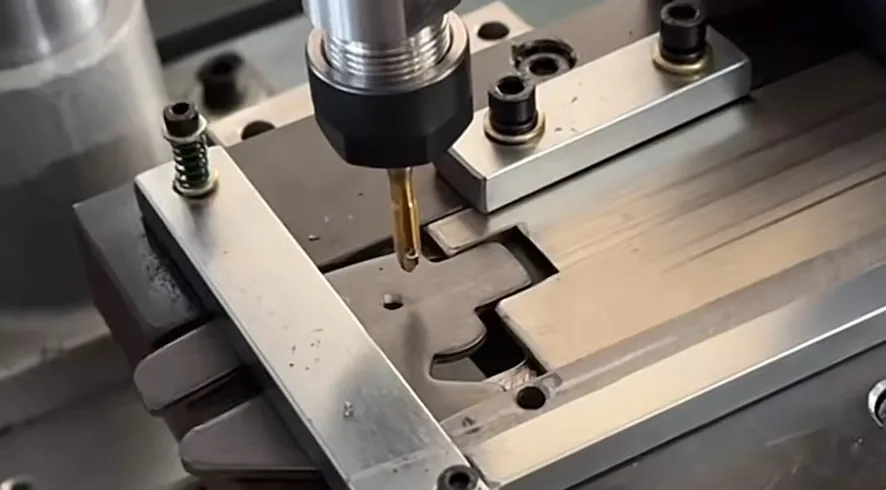 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin