Точный стандарт соответствия размера зуба нарезания и размера нижнего отверстия и применение сервошпинделя YSA Issa
В области механической обработки и сборки резьбовое соединение является одним из самых основных и важных методов соединения. Качество нарезающих зубьев (т. е. внутренняя обработка резьбы) напрямую определяет надежность, прочность и герметичность соединения. Ключ к успеху нарезающих зубьев часто заключается в точном выборе размера забоя. Если забое слишком большое, высота резьбы будет недостаточной, а прочность соединения будет значительно снижена; если забойное отверстие слишком маленькое, резьбовая нагрузка будет возрастать, что может легко привести к сломанным конусам, гнилым зубам и даже повреждению заготовки. Поэтому освоение стандарта научного сотрудничества размера нарезающих зубьев и размера забоя является важным навыком для каждого инженера и оператора.
Во-первых, соответствующий стандартный сердечник резьбонарезающего винта и забойного отверстия
Стандарт резьбы в основном определяет диаметр забоя на основе номинального диаметра, шага и типа резьбы. Для наиболее распространенных толстых зубчатых резьб (таких как M6, M8) существует общая формула для расчета диаметра забоя: диаметр забоя, номинальный диаметр - шаг. Например, резьба M81,25, ее теоретический диаметр забоя составляет около 8-1,25 = 6,75 мм. Однако это только теоретическое значение. В практическом применении также необходимо учитывать характеристики материала (такие как пластичность, твердость), степень точности резьбы (например, 6H, 7H) и метод обработки (ручной или машинный).
Для пластиковых материалов (например, стали, меди) забойное отверстие может быть достаточно большим, чтобы компенсировать пластическую деформацию материала во время процесса постукивания; для хрупких материалов (например, чугуна, твердого алюминия) забойное отверстие должно быть немного меньше, чтобы обеспечить целостность резьбы. Как правило, отрасль ссылается на рекомендуемые таблицы размеров забойных отверстий, предусмотренные национальными стандартами (например, GB) или международными стандартами (например, ISO, DIN), которые учитывают множество факторов и являются наиболее надежной основой на практике.
Во-вторых, реализатор высокоточной обработки: YSA итальянская сервошпиндельная головка
С развитием обрабатывающей промышленности в направлении высокой точности, высокой эффективности и интеллекта традиционное оборудование для постукивания было трудно удовлетворить все более требовательные требования к обработке.
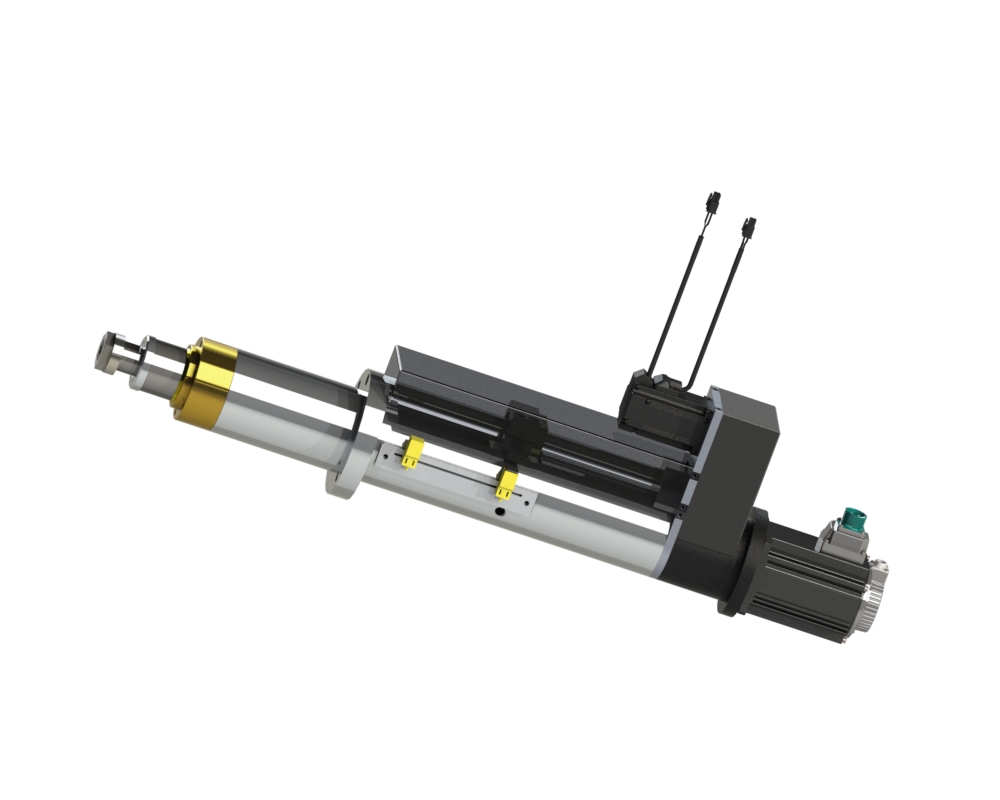
Высокопроизводительные продукты серии сервошпиндельных головок, выпущенные брендом YSA, принесли революционные решения для точной обработки резьбы.
Сервопостукивающая головка шпинделя
Это основной функциональный компонент, специально разработанный для процесса нарезания резьбы. Он объединяет серводвигатели с высоким откликом, механизмы точного замедления и интеллектуальные системы управления. По сравнению с традиционными пневматическими или быстродействующими нарезающими головками с приводом от двигателя его самым большим преимуществом является строгая синхронизация скорости шпинделя с осевой подачей (т. е. "жесткое нарезание резьбы" или "синхронное нарезание резьбы"). Во время обработки,
Головка сервопостукивающего шпинделя может точно контролировать подачу за оборот в режиме реального времени, обеспечивая идеальную синхронизацию с шагом. Это принципиально предотвращает такие проблемы, как смещение резьбы, искажение профиля резьбы или чрезмерный износ резьбы, вызванный асинхронностью.
Не только это, но и на той же платформе
Сервосверлильная головка шпинделя также обеспечивает выдающуюся производительность, позволяя высокоскоростную высокоточную обработку отверстий, чтобы обеспечить точные по размерам и высококачественные предварительные отверстия для последующего нарезания резьбы, обеспечивая качество резьбы из источника. Сервошпиндельные головки YSA обычно имеют интеллектуальные функции, такие как мониторинг крутящего момента, контроль глубины, автоматический поворот крана, и могут быть легко интегрированы в автоматизированные производственные линии или обрабатывающие центры, что значительно повышает гибкость и эффективность производства.
III. Вывод
Подводя итог, сопоставление размера зуба постукивания и размера забоя - это точная технология, сочетающая теоретические расчеты и практический опыт. Строгое соблюдение стандартов и гибкая настройка в соответствии с материалами и условиями труда являются ключом к успеху. А также
Сервопостукивающие шпиндели YSA и сервосверлильные шпиндели стали надежной гарантией достижения высококачественной и высокоэффективной обработки резьбы благодаря их выдающейся возможности синхронного управления, высокой точности и интеллектуальным функциям. Они являются незаменимым основным оборудованием в современном точном производстве.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 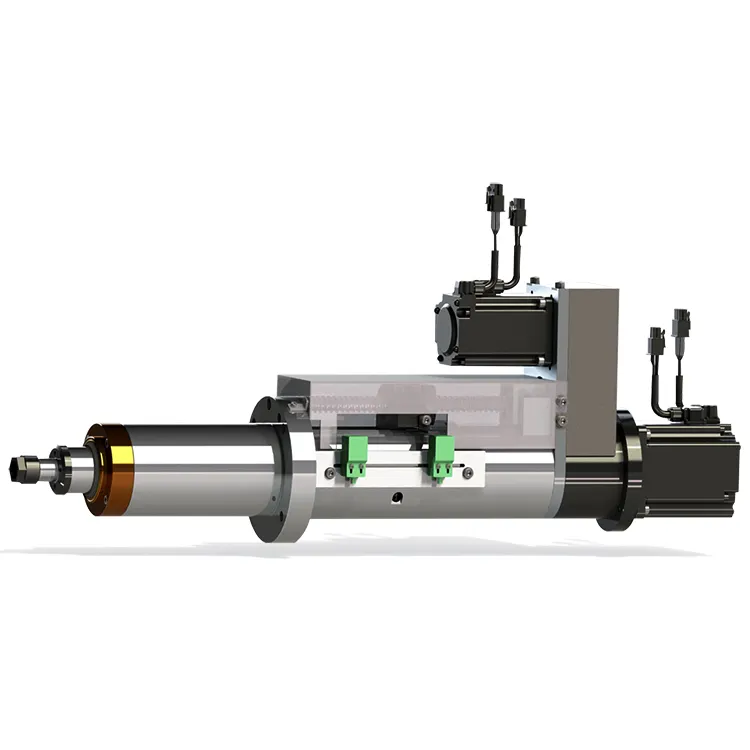 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 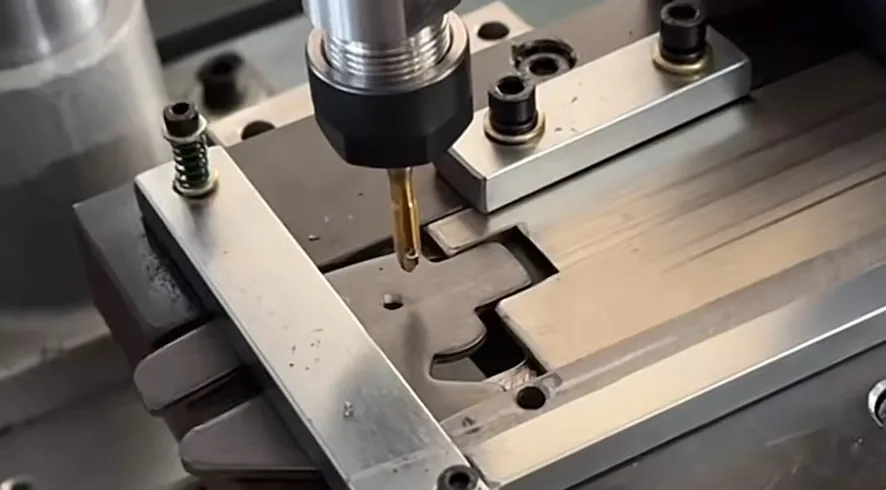 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin