Precise Matching Standard of Tapping Tooth Size and Bottom Hole Size and Application of YSA Issa Servo Spindle
In the field of machining and assembly, threaded connection is one of the most basic and crucial connection methods. The quality of the tapping teeth (ie internal thread processing) directly determines the reliability, strength and sealing performance of the connection. The key to the success of the tapping teeth often lies in the accurate selection of the size of the bottom hole. If the bottom hole is too large, the thread height will be insufficient, and the connection strength will be greatly reduced; if the bottom hole is too small, the tap cutting load will surge, which can easily lead to broken cones, rotten teeth, and even damage to the workpiece. Therefore, mastering the scientific cooperation standard of the size of the tapping teeth and the size of the bottom hole is an essential skill for every engineer and operator.
First, the matching standard core of the tapping screw and the bottom hole
The thread fit standard mainly determines the bottom hole diameter based on the nominal diameter, pitch and thread type. For the most common common thick tooth threads (such as M6, M8), there is a general formula for calculating the bottom hole diameter: bottom hole diameter, nominal diameter - pitch. For example, the thread of M81.25, its theoretical bottom hole diameter is about 8 - 1.25 = 6.75mm. However, this is only a theoretical value. In practical applications, it is also necessary to consider the material characteristics (such as plasticity, hardness), thread accuracy grade (such as 6H, 7H) and processing method (hand or machine).
For plastic materials (e.g. steel, copper), the bottom hole can be appropriately large to compensate for the plastic deformation of the material during the tapping process; for brittle materials (e.g. cast iron, hard aluminum), the bottom hole needs to be slightly smaller to ensure the integrity of the thread. Usually, the industry will refer to the recommended bottom hole size tables provided in national standards (e.g. GB) or international standards (e.g. ISO, DIN), which have taken into account a variety of factors and are the most reliable basis in practice.
Second, the implementer of high-precision machining: YSA Italian servo spindle head
With the development of the manufacturing industry towards high precision, high efficiency and intelligence, traditional tapping equipment has been difficult to meet the increasingly demanding processing requirements.
The high-performance servo spindle head series products launched by YSA brand have brought revolutionary solutions to precision thread machining.
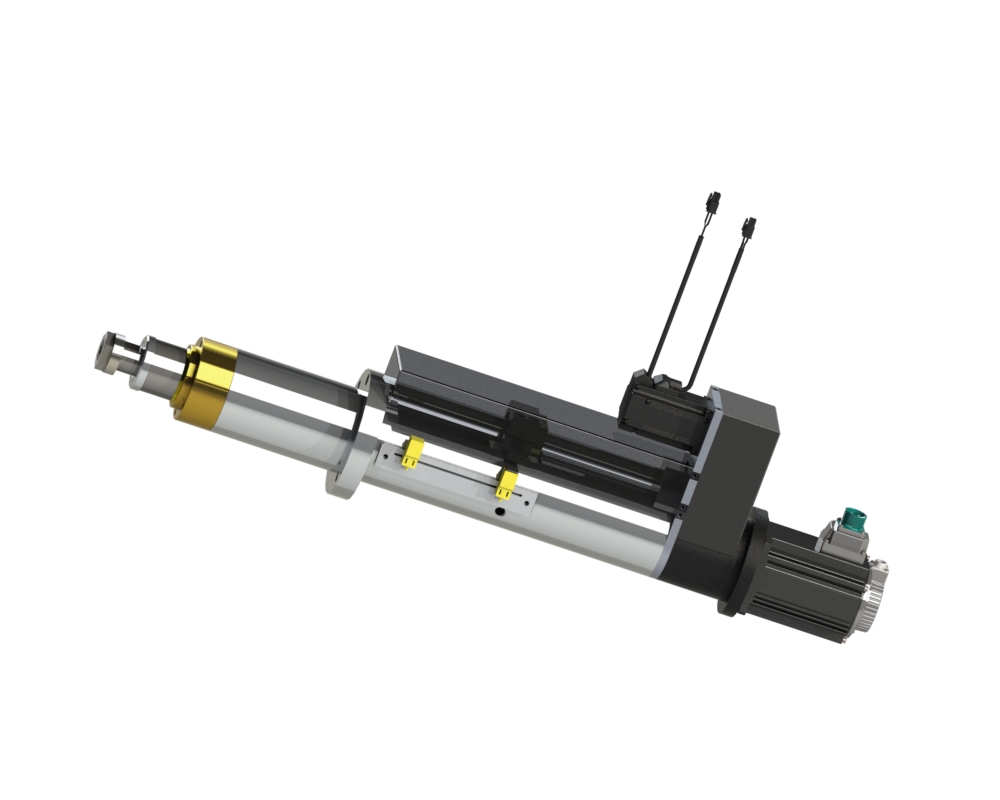
Servo tapping spindle head
It is a core functional component specially designed for the tapping process. It integrates high-response servo motors, precision deceleration mechanisms and intelligent control systems. Compared with traditional pneumatic or constant-speed motor-driven tapping heads, its greatest advantage is the strict synchronization of spindle speed with axial feed (i.e. "rigid tapping" or "synchronous tapping"). During machining,
The servo tapping spindle head can precisely control the feed per revolution in real time, ensuring perfect synchronization with the pitch. This fundamentally prevents issues such as thread misalignment, thread profile distortion, or excessive tap wear caused by asynchrony.
Not only that, but also on the same platform
The servo drilling spindle head also delivers outstanding performance, enabling high-speed, high-precision hole machining to provide dimensionally accurate and high-quality pre-holes for subsequent tapping, ensuring thread quality from the source. YSA servo spindle heads typically feature intelligent functions such as torque monitoring, depth control, automatic tap reversal, and can be easily integrated into automated production lines or machining centers, significantly enhancing production flexibility and efficiency.
III. Conclusion
To sum up, the matching of the size of the tapping tooth and the size of the bottom hole is a precise technology that combines theoretical calculations and practical experience. Strict adherence to standards and flexible adjustment according to materials and working conditions are the keys to success. And
YSA's servo tapping spindles and servo drilling spindles have become a reliable guarantee for achieving high-quality and high-efficiency thread processing, thanks to their outstanding synchronous control capability, high precision, and intelligent features. They are indispensable core equipment in modern precision manufacturing.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 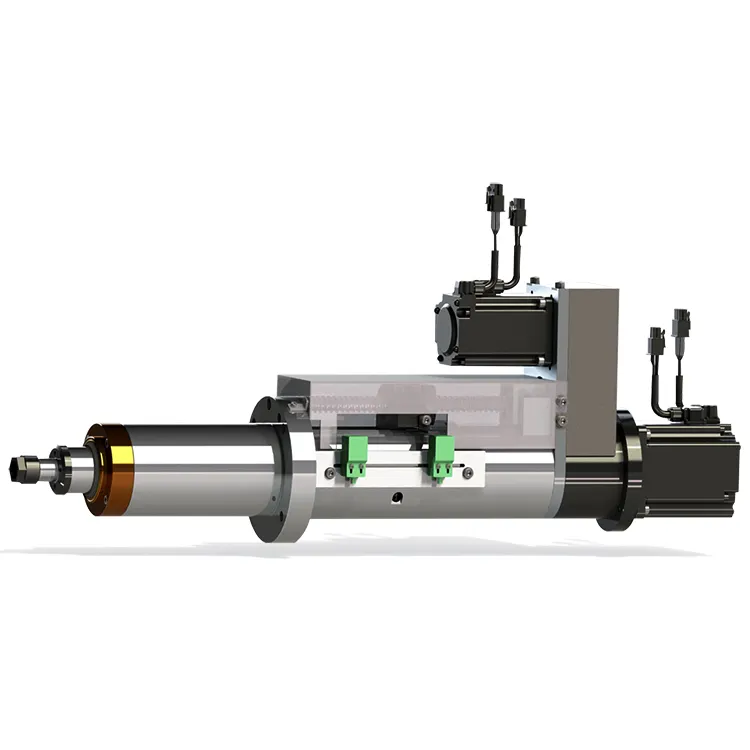 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 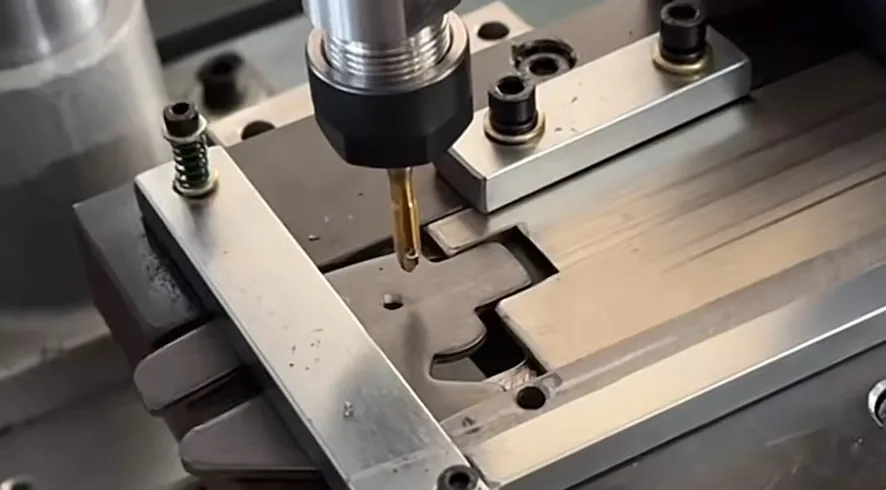 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin