攻螺牙尺寸与底孔大小的精密配合标准及YSA意萨伺服主轴头的应用
在机械加工与装配领域,螺纹连接是最基础且至关重要的连接方式之一。攻螺牙(即内螺纹加工)的质量直接决定了连接的可靠性、强度与密封性能。而攻螺牙成功的关键,往往在于底孔尺寸的精确选择。底孔过大,会导致螺纹牙高不足,连接强度大幅下降;底孔过小,则会使丝锥切削负荷激增,极易导致断锥、烂牙,甚至损坏工件。因此,掌握攻螺牙尺寸与底孔大小的科学配合标准,是每一位工程师和操作者的必备技能。
一、攻螺牙与底孔的配合标准核心
螺纹配合标准主要依据公称直径、螺距和螺纹类型来确定底孔直径。对于最常见的普通粗牙螺纹(如M6、M8),其底孔直径有一个通用计算公式:底孔直径 ≈ 公称直径 - 螺距。例如,M8×1.25的螺纹,其理论底孔直径约为8 - 1.25 = 6.75mm。然而,这仅是理论值。在实际应用中,还需考虑材料特性(如塑性、硬度)、螺纹精度等级(如6H、7H)以及加工方式(手攻或机攻)。
对于塑性材料(如钢、铜),底孔可适当取大,以补偿材料在攻丝过程中的塑性变形;对于脆性材料(如铸铁、硬铝),底孔则需略小,以确保螺纹牙型完整。通常,业界会参考国家标准(如GB)或国际标准(如ISO、DIN)中提供的推荐底孔尺寸表,这些表格已综合考虑了多种因素,是实践中最可靠的依据。
二、高精度加工的实现者:YSA意萨伺服主轴头
随着制造业向高精度、高效率、智能化方向发展,传统的攻牙设备已难以满足日益苛刻的加工要求。在此背景下,YSA意萨品牌推出的高性能伺服主轴头系列产品,为精密螺纹加工带来了革命性的解决方案。
伺服攻牙主轴头是专为攻丝工序设计的核心功能部件。它集成了高响应伺服电机、精密减速机构和智能控制系统。与传统气动或恒速电机驱动的攻牙头相比,其最大优势在于实现了主轴转速与轴向进给的严格同步(即“刚性攻丝”或“同步攻丝”)。在加工过程中,伺服攻牙主轴头能实时精确控制每转的进给量,确保与螺距完美匹配,从而从根本上避免了因不同步导致的螺纹乱扣、牙型失真或丝锥磨损过快等问题。
不仅如此,同一平台的伺服钻孔主轴头亦表现出色,可实现高速、高精度的孔加工,为后续攻牙提供尺寸精准、孔壁质量优良的底孔,从源头保障了螺纹质量。YSA意萨的伺服主轴头通常具备力矩监控、深度控制、攻丝反转自动退刀等智能功能,并能轻松集成到自动化生产线或加工中心中,大幅提升生产柔性与效率。
三、结论
综上所述,攻螺牙尺寸与底孔大小的配合是一门融合了理论计算与实践经验的精密技术。严格遵守标准、根据材料与工况灵活调整是成功的关键。而YSA意萨的伺服攻牙主轴头与伺服钻孔主轴头,凭借其卓越的同步控制能力、高精度与智能化特性,已成为实现高质量、高效率螺纹加工的可靠保障,是现代精密制造中不可或缺的核心装备。
 How to Select the Right YSA Se
How to Select the Right YSA Se 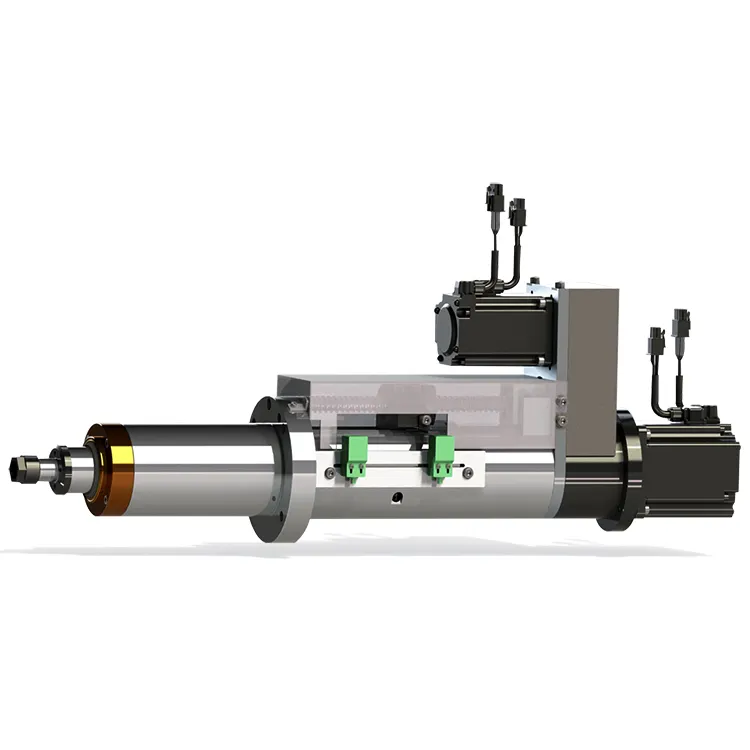 YSA BD03 High-Precision Dual
YSA BD03 High-Precision Dual  How to Properly Choose Drill B
How to Properly Choose Drill B  Detailed Explanation of Main
Detailed Explanation of Main