Präzise Anpassung des Standards für Gewindezahngröße und Bodenlochgröße und Anwendung der YSA Issa Servospindel
Im Bereich der Bearbeitung und Montage ist die Gewindeverbindung eine der grundlegendsten und wichtigsten Verbindungsmethoden. Die Qualität der Gewindezähne (d. h. die Bearbeitung des Innengewindes) bestimmt direkt die Zuverlässigkeit, Festigkeit und Dichtungsleistung der Verbindung. Der Schlüssel zum Erfolg der Gewindezähne liegt oft in der genauen Auswahl der Größe des Bodenlochs. Wenn das Bodenloch zu groß ist, reicht die Gewindehöhe nicht aus, und die Verbindungsfestigkeit wird stark reduziert; wenn das Bodenloch zu klein ist, steigt die Schneidlast des Gewindebohrers, was leicht zu gebrochenen Kegeln, faulen Zähnen und sogar zu Schäden am Werkstück führen kann. Daher ist die Beherrschung des wissenschaftlichen Kooperationsstandards der Größe der Gewindezähne und der Größe des Bodenlochs eine wesentliche Fähigkeit für jeden Ingenieur und Bediener.
Erstens, der passende Standardkern der Gewindeschraube und das Bodenloch
Die Gewindepassungsnorm bestimmt hauptsächlich den Bohrlochdurchmesser auf der Grundlage des Nenndurchmessers, der Steigung und des Gewindetyps. Für die gängigsten dicken Zahngewinde (wie M6, M8) gibt es eine allgemeine Formel zur Berechnung des Bohrlochdurchmessers: Bohrlochdurchmesser, Nenndurchmesser - Steigung. Bei einem Gewinde von M81,25 beträgt der theoretische Bohrlochdurchmesser beispielsweise etwa 8 - 1,25 = 6,75 mm. Dies ist jedoch nur ein theoretischer Wert. In der Praxis müssen auch die Materialeigenschaften (wie Plastizität, Härte), die Gewindegenauigkeit (wie 6H, 7H) und die Verarbeitungsmethode (Hand oder Maschine) berücksichtigt werden.
Bei Kunststoffen (z. B. Stahl, Kupfer) kann das Bodenloch entsprechend groß sein, um die plastische Verformung des Materials während des Gewindeschneidens auszugleichen; bei spröden Materialien (z. B. Gusseisen, hartes Aluminium) muss das Bodenloch etwas kleiner sein, um die Unversehrtheit des Gewindes zu gewährleisten. In der Regel bezieht sich die Industrie auf die empfohlenen Tabellen zur Größe des Bodenlochs in nationalen Normen (z. B. GB) oder internationalen Normen (z. B. ISO, DIN), die eine Vielzahl von Faktoren berücksichtigt haben und in der Praxis die zuverlässigste Grundlage darstellen.
Zweitens, der Implementierer der hochpräzisen Bearbeitung: YSA Italienischer Servo-Spindelkopf
Mit der Entwicklung der verarbeitenden Industrie hin zu hoher Präzision, hoher Effizienz und Intelligenz war es für herkömmliche Gewindeschneidgeräte schwierig, die immer anspruchsvolleren Verarbeitungsanforderungen zu erfüllen.
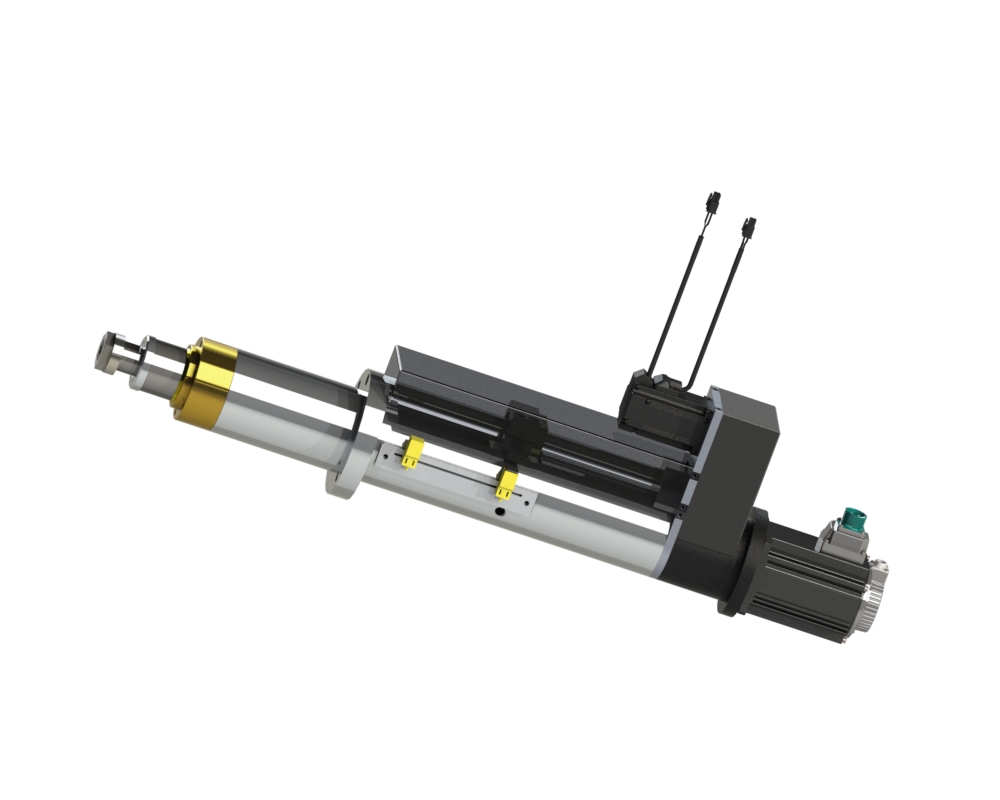
Die von der Marke YSA auf den Markt gebrachten Hochleistungs-Servo-Spindelkopf-Serienprodukte haben revolutionäre Lösungen für die Präzisionsgewindebearbeitung gebracht.
Servo-Gewindespindelkopf
Es handelt sich um eine zentrale Funktionskomponente, die speziell für den Gewindeschneidprozess entwickelt wurde. Sie integriert reaktionsschnelle Servomotoren, Präzisionsverzögerungsmechanismen und intelligente Steuerungssysteme. Im Vergleich zu herkömmlichen pneumatischen oder motorgetriebenen Gewindeschneidköpfen mit konstanter Drehzahl liegt ihr größter Vorteil in der strikten Synchronisierung der Spindeldrehzahl mit dem Axialvorschub (d. h. "starres Gewindeschneiden" oder "synchrones Gewindeschneiden"). Während der Bearbeitung,
Der Servo-Gewindespindelkopf kann den Vorschub pro Umdrehung in Echtzeit präzise steuern und so eine perfekte Synchronisation mit der Steigung gewährleisten. Dadurch werden Probleme wie Gewindeversatz, Gewindeprofilverzerrung oder übermäßiger Gewindebohrverschleiß durch Asynchronität grundsätzlich vermieden.
Nicht nur das, sondern auch auf derselben Plattform
Der Servobohrspindelkopf bietet außerdem eine hervorragende Leistung und ermöglicht eine schnelle, hochpräzise Lochbearbeitung, um maßgenaue und qualitativ hochwertige Vorbohrungen für das anschließende Gewindeschneiden bereitzustellen und die Gewindequalität von der Quelle an zu gewährleisten. YSA-Servospindelköpfe verfügen in der Regel über intelligente Funktionen wie Drehmomentüberwachung, Tiefenkontrolle und automatische Gewindeumkehr und können einfach in automatisierte Produktionslinien oder Bearbeitungszentren integriert werden, was die Produktionsflexibilität und -effizienz erheblich verbessert.
III. Schlussfolgerung
Zusammenfassend lässt sich sagen, dass die Abstimmung der Größe des Gewindezahns und der Größe des Bodenlochs eine präzise Technologie ist, die theoretische Berechnungen und praktische Erfahrungen kombiniert. Die strikte Einhaltung von Normen und die flexible Anpassung an Materialien und Arbeitsbedingungen sind der Schlüssel zum Erfolg. Und
Die Servo-Gewindespindel und Servo-Bohrspindeln von YSA haben sich dank ihrer hervorragenden synchronen Steuerungsfähigkeit, hohen Präzision und intelligenten Eigenschaften zu einer zuverlässigen Garantie für eine qualitativ hochwertige und hocheffiziente Gewindebearbeitung entwickelt. Sie sind unverzichtbare Kernausrüstungen in der modernen Präzisionsfertigung.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 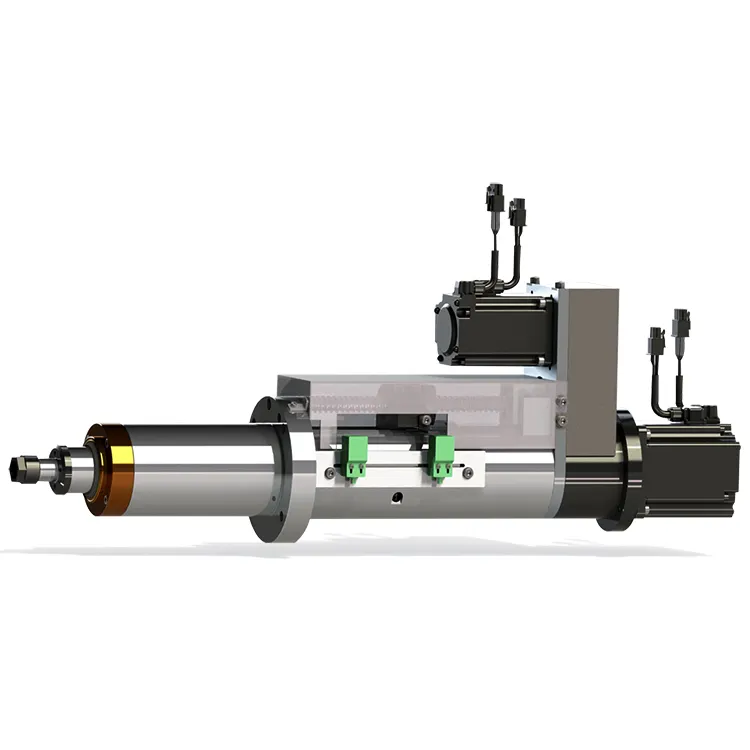 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 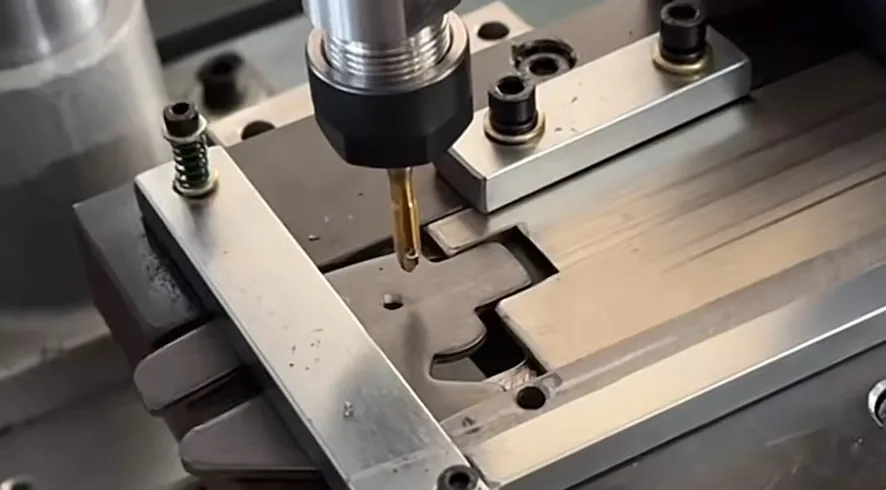 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin