Como selecionar o eixo de perfuração de servo duplo certo para perfuração de orifício pequeno de precisão
Como selecionar o cabeçote de energia de perfuração de servo duplo certo para perfuração de orifício pequeno de precisão
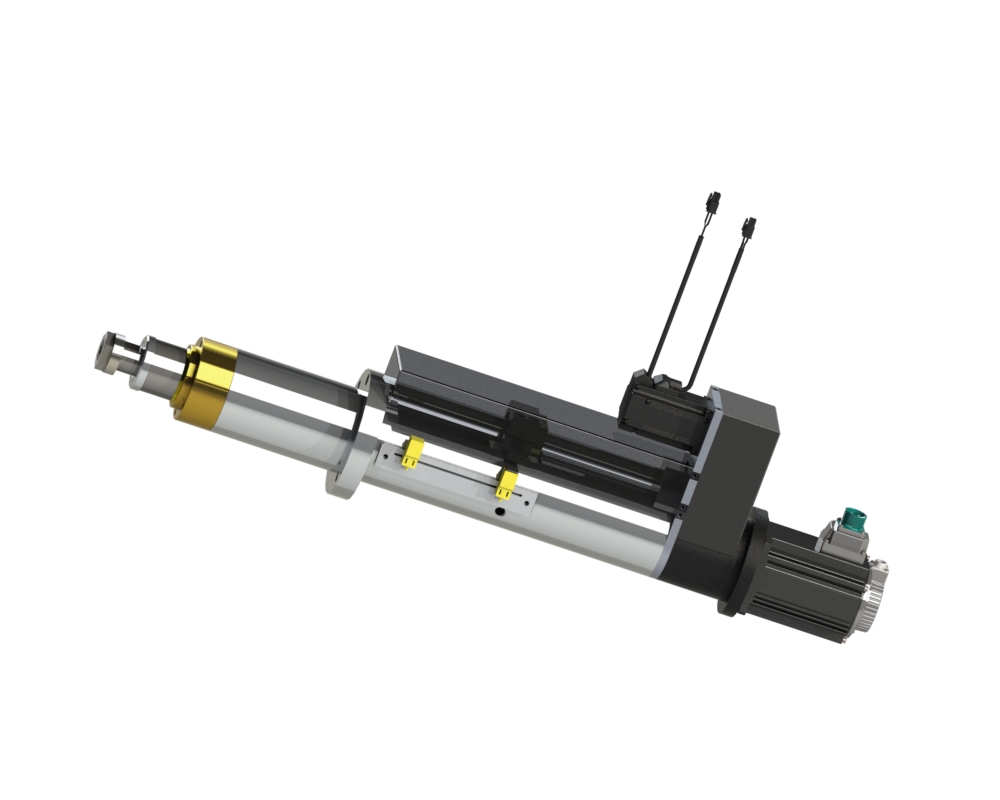
A perfuração de pequenos furos é um dos processos de usinagem de precisão mais exigentes na fabricação moderna, amplamente aplicado em peças aeroespaciais, componentes eletrônicos, acessórios de precisão automotiva, moldes de hardware, peças de cerâmica e grafite e produção de dispositivos médicos. Ao contrário das operações convencionais de perfuração de grande diâmetro, a usinagem de pequenos furos geralmente envolve pequenos diâmetros de furos variando de 0,1 mm a 3,2 mm, exigindo precisão de perfuração extremamente alta, operação estável do eixo, controle de alimentação preciso e precisão de posicionamento de repetição consistente. Mesmo pequenas flutuações na velocidade do eixo, propulsão de alimentação instável, rigidez estrutural insuficiente ou controle de profundidade deficiente levará diretamente à quebra da broca, desvio de posição do furo, rebarbas de parede de furo, fora de tolerância dimensional e sucata de produtos em massa. Entre todos os equipamentos de condução de perfuração, a cabeça de força de servo dupla tornou-se o principal equipamento preferido para perfuração de precisão de pequenos furos, completamente diferente das cabeças de potência de perfuração simples servo ou pneumática. Ele adota uma estrutura de servo controle duplo independente, com um servo motor responsável pelo acionamento de rotação do fuso e outro servo motor dedicado controlando a propulsão de alimentação linear, realizando uma regulação ajustável independente e contínua da velocidade do fuso e da velocidade de alimentação de perfuração, respectivamente. Escolher uma cabeça de potência de servo de perfuração dupla adequada adaptada às condições de trabalho de pequenos furos é a base chave para garantir o rendimento da usinagem, melhorando a eficiência da produção e reduzindo os custos de processamento e manutenção subsequentes. Este artigo elaborará os principais critérios de seleção e as principais considerações práticas para combinar uma cabeça de potência de servo de perfuração dupla profissional para furação de pequenos furos a partir de cenários reais de aplicação de usinagem.
1. Priorize o Desempenho de Controle Independente de Servo Duplo para CaracterĂ sticas de Usinagem de Buracos Pequenos
A maior vantagem de uma cabeça de potência de servo-perfuração dupla em comparação com cabeças de perfuração servo simples e pneumáticas comuns reside em sua velocidade completamente independente e sistema de regulação dupla de alimentação, que também é o pré-requisito principal para perfuração de pequenos furos estáveis. A perfuração de pequenos furos tem requisitos de correspondência extremamente rígidos entre a velocidade de rotação do fuso e a taxa de alimentação: pequenas brocas têm diâmetro pequeno, rigidez fraca e baixa resistência ao impacto, portanto, a rotação do fuso de alta velocidade deve ser combinada com propulsão de alimentação lenta micro, uniforme e estável. Se a velocidade do fuso e a alimentação estiverem ligadas e não puderem ser ajustadas independentemente, é fácil causar pressão de alimentação excessiva, resultando em quebra instantânea de brocas finas ou alimentação irregular levando a paredes de furos ásperos e desvios de perfuração óbvios.
Ao selecionar, primeiro verifique a configuração de servo drive duplo da cabeça de força. Ele deve ser equipado com um motor de eixo servo de alta resposta combinado e um motor de alimentação servo dedicado, em vez de um único servo motor com distribuição de energia simples. O servo driver de suporte precisa suportar a configuração precisa de parâmetros, controle de loop fechado de velocidade em tempo real e ajuste adaptativo de torque, que pode efetivamente evitar danos à broca e danos à superfície da peça causados pela flutuação de torque durante a perfuração de pequenos furos. Na seleção real, é necessário confirmar que o equipamento suporta a comutação arbitrária do modo de perfuração puro e modo de usinagem adaptável e pode definir livremente os parâmetros principais, como velocidade de partida da perfuração, velocidade de perfuração constante, taxa de alimentação de acabamento e velocidade de retração da perfuração de acordo com as especificações de pequenos furos, realizando entrada estável em baixa velocidade e retração em alta velocidade para equilibrar a precisão da usinagem e a eficiência da produção.
2. Combine a faixa de velocidade do eixo e os parâmetros de potência de acordo com o material da peça de trabalho e o diâmetro do furo pequeno
Diferentes materiais da peça de trabalho e pequenos tamanhos de diâmetro de furo determinam diretamente a velocidade do fuso necessária e a potência do motor da cabeça de potência de servo perfuração dupla, e parâmetros incompatíveis de potência e velocidade são a principal causa da má qualidade da perfuração de pequenos furos. Para furos ultra-pequenos com diâmetro de 0,1 mm a 1 mm processados em materiais duros, como aço inoxidável, liga de aço, cerâmica e safira, a cabeça de força deve suportar uma função de operação de fuso estável de alta velocidade, e a faixa de velocidade do fuso precisa atingir até 20.000 rpm para garantir o corte suave de pequenas brocas e reduzir a resistência à perfuração. Para pequenos furos com diâmetro de 1 mm a 3,2 mm processados em materiais convencionais, como liga de alumínio, cobre, plástico e placas de circuito, um fuso de média velocidade de 3.000 a 6.000 rpm pode atender à demanda de usinagem, evitando velocidade excessiva causando lascas nas bordas da peça.
Em termos de correspondência de potência, não persiga cegamente a configuração de alta potência. A potência excessiva do eixo causará torque de corte excessivo, o que não é adequado para usinagem frágil de pequenos furos e facilmente leva à flexão e fratura da broca. É necessário selecionar a potência do servo motor do eixo e alimentar a potência do servo motor de maneira direcionada de acordo com a capacidade máxima de perfuração do material. Por exemplo, pequenos furos em alumínio e outros materiais macios podem escolher um modelo de correspondência de baixa potência, enquanto a perfuração profunda de pequenos furos em peças de aço precisa aumentar adequadamente a potência do motor, garantindo uma saída estável de baixo torque, para garantir propulsão de perfuração suficiente sem danificar a broca. Ao mesmo tempo, verifique a precisão do desvio do eixo da cabeça de força; quanto menor o desvio radial do eixo, maior a arredondamento e a precisão da posição do pequeno furo, que é um índice indispensável para o processamento de precisão de pequenos furos.
3. Foco na rigidez estrutural, precisão de posicionamento e estabilidade de controle de profundidade de perfuração
A perfuração de pequenos furos não apenas requer velocidade precisa e controle de alimentação, mas também apresenta requisitos extremamente altos na estabilidade estrutural geral e repetibilidade de posicionamento da cabeça de potência de servo perfuração dupla. Durante a perfuração de pequenos furos de alta velocidade, uma leve vibração ou agitação estrutural da cabeça de força será amplificada instantaneamente, resultando em desvio de posição do furo, profundidade do furo inconsistente e rebarbas óbvias na borda do furo. Ao selecionar, deve-se dar prioridade às cabeças de força com estrutura corporal integrada de alta rigidez, feita de ferro fundido de alta qualidade ou material de liga de alumínio industrial espessado, com boa resistência ao choque e resistência à deformação estrutural, que pode manter a operação estável por um longo tempo sob condições de usinagem contínua de alta velocidade de longo prazo.
Além disso, os componentes de transmissão de precisão são cruciais para a qualidade da usinagem de pequenos furos. É necessário confirmar que a cabeça de força está equipada com guias lineares de alta precisão e estruturas de transmissão de parafuso esférico, para garantir uma propulsão de alimentação linear suave e sem tremores durante a perfuração. Ao mesmo tempo, verifique a precisão do controle de profundidade de perfuração e repita os parâmetros de precisão de posicionamento. Cabeças de potência servo duplas qualificadas para usinagem de pequenos furos precisam realizar controle preciso de profundidade de nível mícron, apoiar a configuração precisa do curso de perfuração, posição de retração e posicionamento de origem secundária, evitar efetivamente erros dimensionais causados por usinagem repetida e garantir precisão de usinagem consistente de cada lote de peças de trabalho de pequenos furos. Para operações de perfuração profunda com pequenos furos, também é necessário selecionar uma cabeça de força com uma faixa de curso do eixo razoável para atender à demanda de perfuração profunda, mantendo a estabilidade da alimentação.
4. Verifique a compatibilidade de programação inteligente e manutenção e adaptabilidade subsequentes
A produção moderna de lotes de pequenos furos é combinada principalmente com linhas de produção automatizadas e equipamentos de usinagem combinados de várias estações, portanto, a cabeça de potência de servo-perfuração dupla selecionada deve ter boa compatibilidade de programação inteligente e desempenho de controle expansível. O sistema de cabeça de força deve suportar conexão PLC externa, armazenamento de parâmetros de usinagem de vários grupos e chamada com uma chave, que pode alternar rapidamente os parâmetros de usinagem para diferentes especificações de furos pequenos e peças de trabalho diferentes, reduzindo o tempo de ajuste dos parâmetros e melhorando a eficiência da operação da linha de produção. Ao mesmo tempo, deve ter proteção contra sobrecarga, alarme de quebra de broca, proteção contra sobrecarga e outras funções de proteção de segurança, que podem parar automaticamente a máquina em caso de perfuração anormal, reduzir a perda de brocas e peças de trabalho e melhorar a segurança e estabilidade da usinagem contínua de longo prazo.
Além dos parâmetros de desempenho, o custo de manutenção posterior e a adaptabilidade da instalação no local não podem ser ignorados. Recomenda-se selecionar cabeças de força de servo-perfuração duplas padronizadas com estrutura simples, fácil desmontagem e substituição de peças desgastantes e suporte de serviço pós-venda perfeito. De acordo com o espaço de instalação no local da oficina de produção e os requisitos correspondentes da perfuração combinada com vários fusos, selecione a cabeça de força com volume e tamanho de instalação adequados, para garantir um encaixe perfeito com equipamentos automatizados, acessórios de vários fusos e outras instalações de suporte, evitando problemas de adaptação da instalação que afetem o progresso geral da usinagem.
Conclusão
A usinagem de perfuração de pequenos furos de precisão é inseparável de uma cabeça de força de servo de perfuração dupla de alta qualidade, e o trabalho de seleção nunca deve escolher cegamente produtos de alta potência ou alto preço, mas aderir ao princípio básico de condições de trabalho correspondentes, controle preciso, operação estável e produção eficiente. Concentre-se em verificar o desempenho de controle independente de servo duplo da cabeça de força, corresponder razoavelmente à velocidade e potência do fuso de acordo com os materiais da peça de trabalho e pequenos diâmetros de furo, priorizar produtos com alta rigidez estrutural e alta precisão de posicionamento e considerar totalmente a compatibilidade de controle inteligente e conveniência de manutenção posterior. Somente selecionando uma cabeça de potência de servo dupla que atenda às necessidades reais de usinagem de pequenos furos, a precisão da usinagem de pequenos furos pode ser efetivamente garantida, a taxa de sucata das peças de trabalho ser reduzida, a vida útil das brocas ser prolongada e a produção em lote estável e eficiente de processos de perfuração de pequenos furos de precisão ser realizada.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 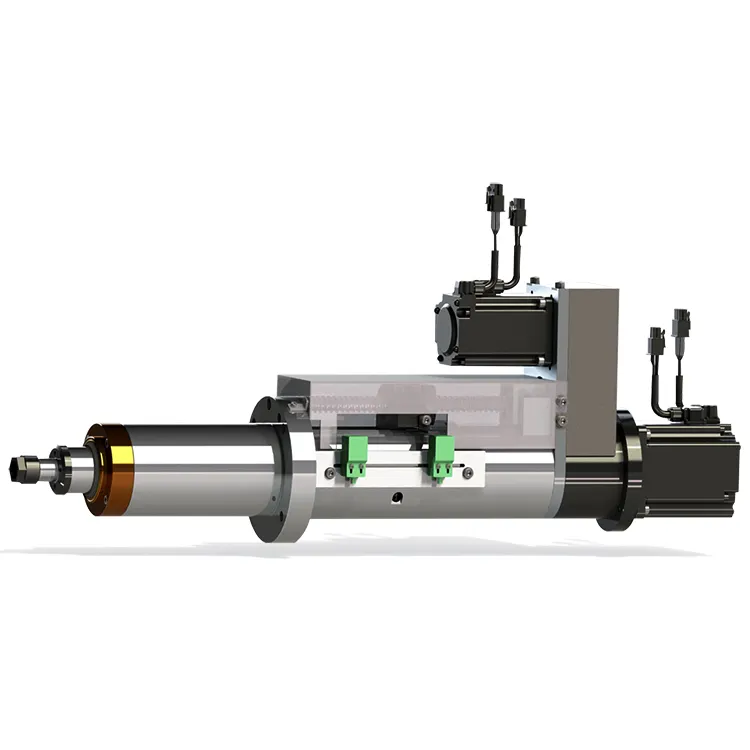 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 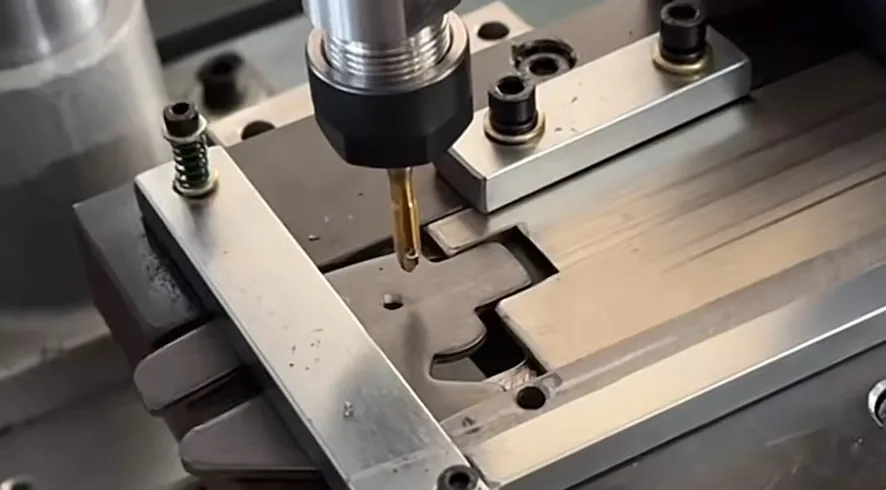 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin