精密小孔钻孔如何选择合适的双伺服钻孔主轴
精密小孔钻孔如何选择合适的双伺服钻孔动力头
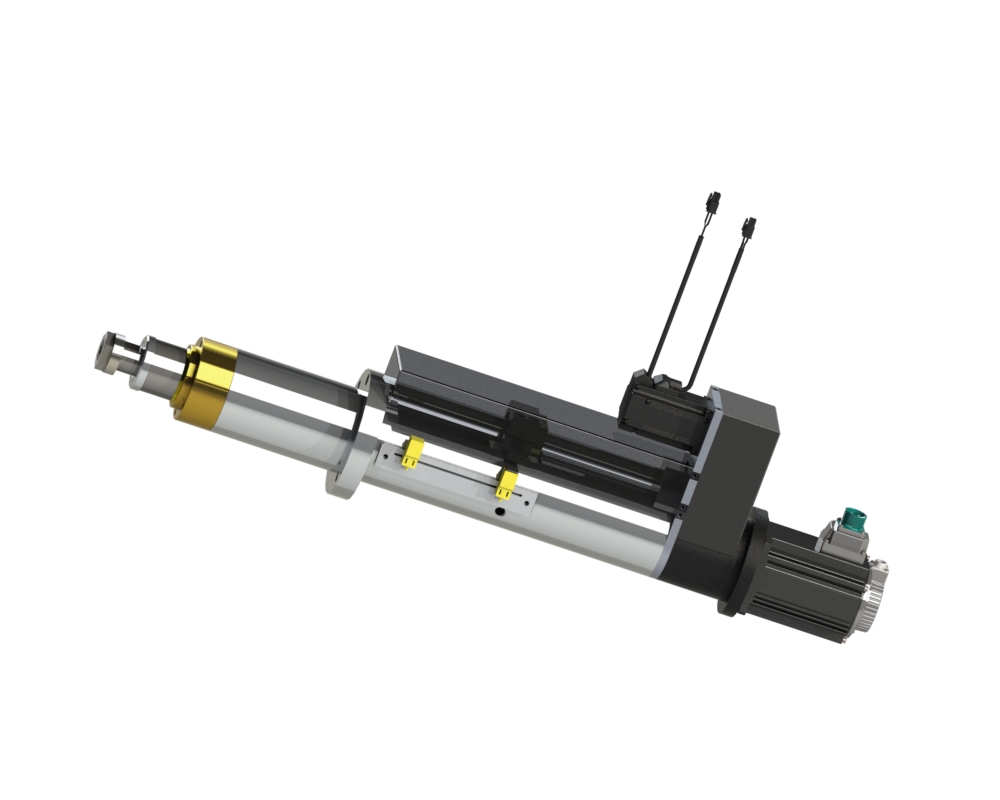
小孔钻孔是现代制造业中要求最苛刻的精密加工工艺之一,广泛应用于航空航天零部件、电子元件、汽车精密配件、五金模具、陶瓷和石墨工件以及医疗器械生产等领域。与常规的大直径钻孔作业不同,小孔加工通常涉及0.1mm至3.2mm范围内的微孔直径,要求极高的钻孔精度、稳定的主轴运行、精确的进给控制以及一致的重复定位精度。即使主轴转速微小波动、进给推进不稳定、结构刚度不足或深度控制不佳,也会直接导致钻头断裂、孔位偏差、孔壁毛刺、尺寸不公差、大批量产品报废。在所有的钻孔驱动设备中,双伺服钻孔动力头已经成为小孔精密钻孔的核心首选设备,与单一的伺服或气动钻孔动力头完全不同。采用独立的双伺服控制结构,由一个伺服电机负责主轴旋转驱动,另一个专用伺服电机控制直线进给推进,分别实现主轴转速和钻孔进给速度的独立无级可调调节。选择适合小孔工况量身定做的双伺服钻孔动力头是保证加工良率、提高生产效率、降低后续加工和维护成本的关键基础。本文将从实际加工应用场景出发,详细阐述匹配专业小孔钻孔双伺服钻孔动力头的选芯标准和关键实用考虑因素。
1.优先考虑小孔加工特性的双伺服独立控制性能
双伺服钻孔动力头与单伺服和普通气动钻孔头相比,最大的核心优势在于其完全独立的速度和进给双重调节系统,这也是稳定小孔钻孔的首要前提。小孔钻孔对主轴转速和进给速度的匹配要求极其严格:微小的钻头直径小,刚性弱,抗冲击性差,因此高速主轴旋转必须与微、均匀、稳定的缓慢进给推进相匹配。如果主轴转速和进给联动,不能独立调节,很容易造成进给压力过大,导致细钻头瞬间断裂,或者进给不均匀导致孔壁粗糙,钻孔偏差明显。
在选择时,首先验证动力头的双伺服驱动配置。必须配备匹配的高响应伺服主轴电机和专用伺服进给电机,而不是功率分配简单的单一伺服电机。配套的伺服驱动器需要支持精确的参数设置、实时速度闭环控制和扭矩自适应调节,可以有效避免小孔钻孔时扭矩波动造成的钻头损坏和工件表面损坏。在实际选择中,需要确认设备支持纯钻孔模式和自适应加工模式的任意切换,可以根据小孔规格自由设置钻孔起始速度、恒定钻孔速度、精加工进给速度和钻孔回缩速度等核心参数,实现低速稳定进入和高速回缩,以平衡加工精度和生产效率。
2、根据工件材质和小孔直径匹配主轴转速范围和功率参数
不同的工件材料和小孔直径尺寸直接决定了双伺服钻孔动力头所需的主轴转速和电机功率,而功率和转速参数不匹配是导致小孔钻孔质量差的主要原因。对于在不锈钢、合金钢、陶瓷和蓝宝石等硬质材料上加工的直径为0.1mm至1mm的超小孔,动力头必须支持高速稳定的主轴运行功能,主轴转速范围需要达到高达20000转/分,以确保微小钻头的平稳切割,降低钻孔阻力。对于在铝合金、铜、塑料和电路板等常规材料上加工的直径为1mm至3.2mm的小孔,3000至6000转/分的中速主轴可以满足加工需求,避免速度过大导致工件边缘碎裂。
在功率匹配方面,不要一味追求大功率配置,过高的主轴功率会造成过大的切削扭矩,不适合易碎的小孔加工,容易导致钻头弯曲断裂,需要根据材料的最大钻孔能力有针对性地选择主轴伺服电机功率和进给伺服电机功率,例如在铝等软质材料上进行小孔钻孔可以选择低功率的匹配型号,而在钢制工件上进行小孔深孔钻孔则需要在保证稳定的低扭矩输出的同时适当增加电机功率,在不损坏钻头的情况下保证足够的钻孔推进。同时检查动力头的主轴跳动精度;主轴径向跳动越低,小孔圆度和位置精度越高,是精密小孔加工不可缺少的核心指标。
3、注重结构刚度、定位精度和钻进深度控制稳定性
小孔钻削不仅需要精确的速度和进给控制,而且对双伺服钻削动力头的整体结构稳定性和定位重复性提出了极高的要求。在高速小孔钻削时,动力头的轻微振动或结构晃动会被瞬间放大,导致孔位偏差,孔深不一致,孔边毛刺明显。在选择时,应优先考虑具有一体化高刚性机身结构的动力头,采用优质铸铁或加厚工业铝合金材料制成,具有良好的抗冲击性和结构变形性,能够在长期连续高速加工条件下长期保持稳定运行。
此外,精密传动部件对小孔加工质量至关重要。需要确认动力头配备高精度线性导轨和滚珠丝杠传动结构,以确保钻孔过程中平稳无抖动的线性进给推进。同时,检查钻孔深度控制精度和重复定位精度参数。合格的小孔加工双伺服动力头需要实现微米级深度精确控制,支持精确设置钻孔行程、回缩位置和二次原点定位,有效避免重复加工带来的尺寸误差,确保每批小孔工件的加工精度一致。对于小孔深孔加工,还需要选择主轴行程范围合理的动力头,以满足深孔加工需求,同时保持进给稳定性。
4.验证智能编程兼容性以及后续维护和适应性
现代小孔批量生产大多与自动化生产线和多工位组合加工设备相匹配,因此所选用的双伺服钻孔动力头必须具有良好的智能编程兼容性和可扩展的控制性能。动力头系统应支持外部PLC连接、多组加工参数存储和一键调用,可针对不同小孔规格、不同工件快速切换加工参数,减少参数调整时间,提高生产线运行效率。同时应具备过载保护、钻头断裂报警、超程保护等安全保护功能,可在钻孔异常时自动停机,减少钻头和工件的损失,提高长期连续加工的安全性和稳定性。
除性能参数外,后期维护成本和现场安装适应性也不容忽视,建议选用结构简单、易损件拆装更换方便、售后服务支持完善的标准化双伺服钻孔动力头;根据生产车间现场安装空间和多主轴组合钻孔的配套要求,选用体积和安装尺寸合适的动力头,确保与自动化设备、多主轴夹具等配套设施无缝对接,避免了影响整体加工进度的安装适配问题。
结论
精密小孔钻孔加工离不开高品质的双伺服钻孔动力头,选型工作绝不应盲目选择大功率或高价格的产品,而是坚持工况匹配、控制精确、运行稳定、生产高效的核心原则。重点检查动力头的双伺服独立控制性能,根据工件材料和小孔直径合理匹配主轴转速和功率,优先选择结构刚性高、定位精度高的产品,并充分考虑智能控制兼容性和后期维护便利性。只有选择符合实际小孔加工需求的双伺服钻孔动力头,才能有效保证小孔的加工精度,降低工件报废率,延长钻头使用寿命,实现稳定高效的精密小孔钻孔工艺长期批量生产。
 How to Select the Right YSA Se
How to Select the Right YSA Se 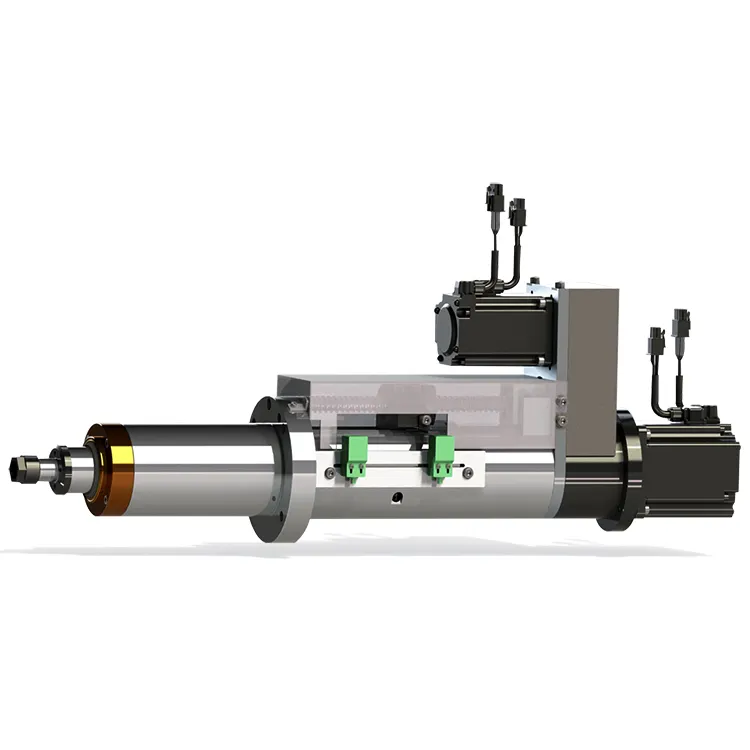 YSA BD03 High-Precision Dual
YSA BD03 High-Precision Dual  How to Properly Choose Drill B
How to Properly Choose Drill B 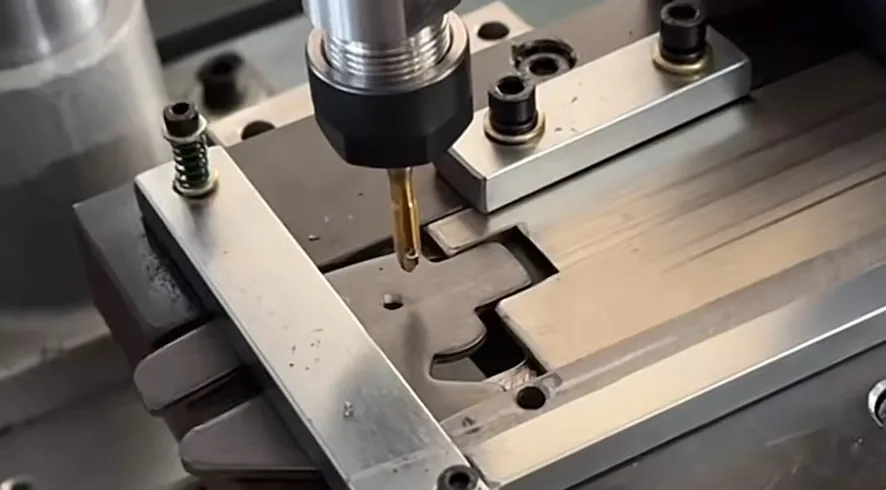 Detailed Explanation of Main
Detailed Explanation of Main