Wie man den richtigen Bohrertyp für verschiedene Materialien auswählt
Im Bereich der Präzisionsbearbeitung ist die Auswahl des richtigen Bohrertyps ein wichtiger Schritt zur Gewährleistung von Bearbeitungseffizienz, Genauigkeit und Wirtschaftlichkeit. Die physikalischen Eigenschaften verschiedener Materialien variieren erheblich, was völlig unterschiedliche Anforderungen an das Material, die geometrischen Parameter und die Kühlmethode des Bohrers stellt. In diesem Beitrag wird die Logik der Bohrerauswahl gängiger Materialien systematisch analysiert und erörtert, wie mit Hilfe von Schneidspindeln und Schneidmotoren professioneller Hersteller wie YSA in High-End-Fertigungsszenarien ein präzises Schneiden erreicht werden kann.
Bit-Matching-Strategie für Metallwerkstoffe
Die Metallverarbeitung ist das Herzstück der industriellen Fertigung, je nach Härte kann in drei Kategorien unterteilt werden. Weiche Metalle wie Aluminium, Kupfer, geringe Härte, aber leicht am Messer zu kleben, müssen kobalthaltigen Schnellarbeitsstahl (M42) oder diamantbeschichteten Bohrer wählen, Spiralwinkel sollte groß sein (35-40), um die Spanabfuhr zu erleichtern, Geschwindigkeitskontrolle in 1000-2000r / min. Mittelharte Metalle wie gewöhnlicher Stahl, Gusseisen, Gesichtsverarbeitungshärtungsprobleme, empfohlener YG6X-Hartmetallbohrer (Spitzenwinkel 135) oder M42 kobalthaltiger Schnellarbeitsstahlbohrer und mit Emulsionskühlung. Hartmetalle sind vertreten durch Edelstahl, Titanlegierung, hohe Härte, schlechte Wärmeleitfähigkeit, leicht zu schnellem Werkzeugverschleiß führen. Es sollten YG8-Hartmetallbohrer (oberer Winkel 130) oder spezielle kurze Querkantenbohrer verwendet werden, die Geschwindigkeit sollte stark auf 30-60r / min reduziert werden, und es sollte Schneidflüssigkeit mit extremem Druck verwendet werden.
Speziallösungen für Nichtmetalle und Verbundwerkstoffe
Nichtmetallische Materialien haben unterschiedliche Eigenschaften. Kunststoffe (wie PVC, ABS) neigen beim Bohren zu Überhitzung und Schmelzen. Schnellarbeitsstahlbohrer mit großen Spiralwinkeln sollten ausgewählt werden, und die Geschwindigkeit sollte reduziert werden. Falls erforderlich, sollte eine Kerosinkühlung verwendet werden. Die Holzverarbeitung erfordert einen gut zentrierten und präzisen Bohrer, wie z. B. einen doppelzackigen Holzbearbeitungsbohrer, um Delamination zu verhindern. Stein (Marmor, Granit) hat eine extrem hohe Härte und muss mit einem PDC-Diamantbohrer oder einem TCT-Schlagbohrer mit niedriger Geschwindigkeit (20-40r / min) bearbeitet werden. Verbundwerkstoffe wie kohlenstofffaserverstärkte Kunststoffe (CFK), die Faserstruktur kann leicht zu Delamination führen. Zum Schneiden der Fasern mit einer Mikrozahnstruktur sollte ein PCD-beschichteter Doppelwinkelbohrer verwendet werden.
Die Rolle des Präzisionsschneidens und der High-End-Aggregate
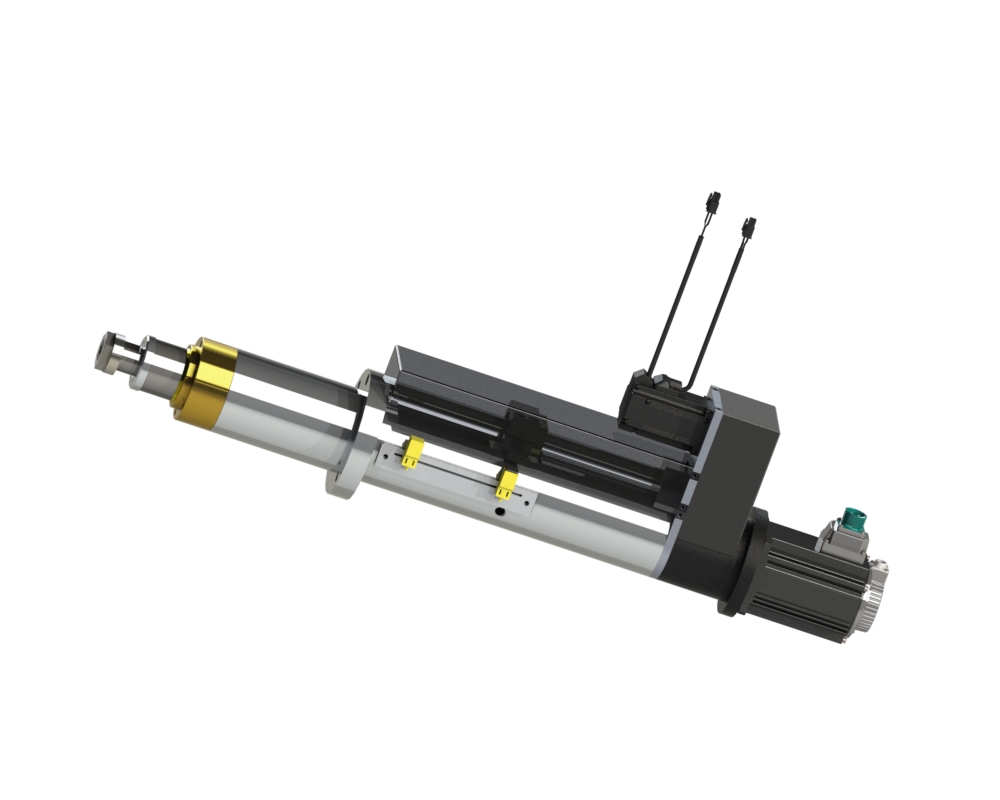
Im Bereich des Präzisionsschneidens mit extrem hohen Anforderungen kann die Leistung des Bohrers nicht ohne ein leistungsstarkes Antriebssystem erreicht werden. Ein professioneller Hersteller, vertreten durch YSA, bietet mit seinem Schneidspindelkopf und Schneidmotor die Kernleistungsgarantie für die Präzisionsbearbeitung. YSA konzentriert sich seit 18 Jahren auf die Forschung und Entwicklung von Hochgeschwindigkeitsspindeln. Seine Produkte sind für ihre hohe Präzision, ihren geringen Rundlauf und ihre stabile Leistung bekannt und werden häufig in High-End-Fertigungsbereichen wie der Automobilindustrie, der Luftfahrt und der medizinischen Versorgung eingesetzt. Sein Schneidmotor verfügt über hohe dynamische Gleichgewichtseigenschaften und hat erhebliche Präzisions- und Strukturvorteile in der Schneidindustrie. So ist beispielsweise seine HM608 2,2 kW Spindel mit einer Geschwindigkeit von 9000 U / min speziell für das effiziente Sägen von Aluminium und anderen Profilen konzipiert, wodurch die Schnittleistung auf das 2,5-fache des Originals gesteigert werden kann.
Systematische Überlegungen zum Spindelschneiden
Das Erreichen eines qualitativ hochwertigen Spindelschneidens ist ein systematisches Projekt. Neben der Auswahl des richtigen Bohrers nach materialwissenschaftlichen Gesichtspunkten ist es auch notwendig, die geeignete Kühlschmierung (z. B. die interne Kühlstruktur für die Tieflochbearbeitung) anzupassen, die geometrischen Parameter (z. B. Vorder- und Rückwinkel) zu optimieren und zuverlässige Aggregate auszuwählen. Die Präzisionsbohr- und Gewindeschneidköpfe von YSA und andere Produkte unterstützen eine maximale Drehzahl von 12000 U / min und eine numerische Steuerung, um die Steigung beliebig einzustellen, was die Fähigkeit des Antriebskopfes und des Werkzeugs widerspiegelt, zusammenzuarbeiten, um eine hochpräzise und flexible Bearbeitung zu erreichen.
Zusammenfassung
Die Auswahl der Bohrer ist keineswegs zufällig, sondern eine präzise Entscheidung auf der Grundlage von Materialhärte, Zähigkeit, Wärmeleitfähigkeit und Bearbeitungsanforderungen. Von Allzweck-Spiralbohrern aus Schnellarbeitsstahl bis hin zu diamantbeschichteten High-End-Bohrern gibt es eine breite Palette von Möglichkeiten. In modernen Fertigungsindustrien, die extreme Präzision und Effizienz anstreben, sind Präzisionsschneidlösungen wie die von YSA - Hochleistungs-Schneidspindelköpfe und -motoren - zu unverzichtbaren Eckpfeilern für stabiles, effizientes und hochwertiges Spindelschneiden geworden. Die Kombination aus wissenschaftlicher Bitauswahl und einem zuverlässigen Antriebssystem kann die Bearbeitungsherausforderungen verschiedener Materialien wirklich meistern.
 How to Select the Right YSA Servo Spindle for Your CNC Autom
How to Select the Right YSA Servo Spindle for Your CNC Autom 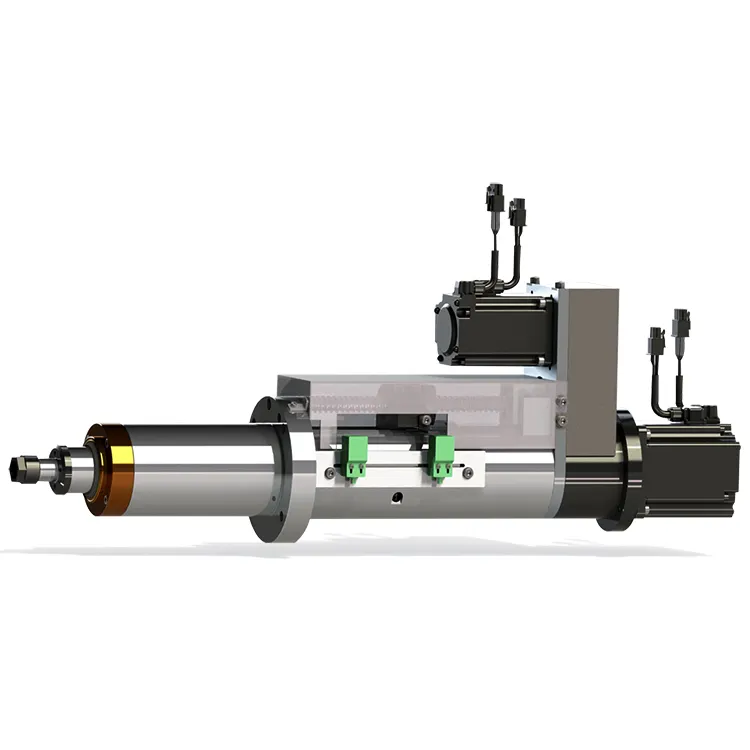 YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp
YSA BD03 High-Precision Dual Servo Drilling and Tapping Sp  How to Properly Choose Drill Bits for Drilling Operations wi
How to Properly Choose Drill Bits for Drilling Operations wi 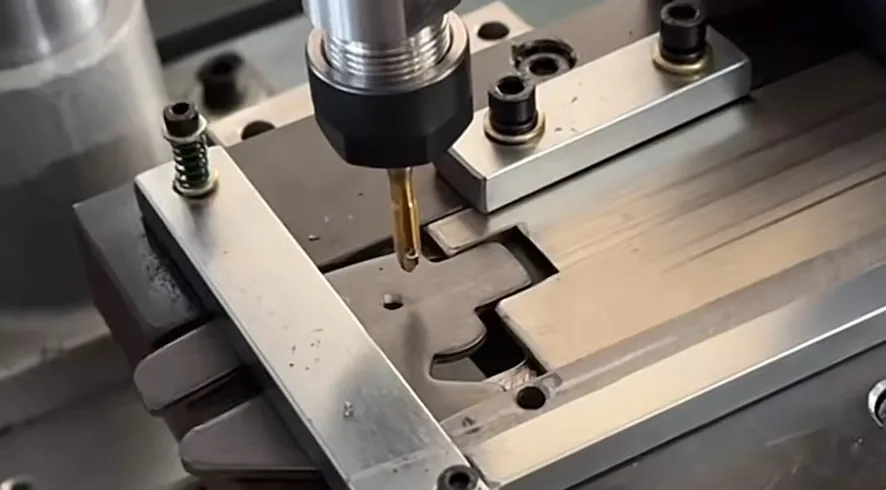 Detailed Explanation of Main Control Modes for Tapping Spin
Detailed Explanation of Main Control Modes for Tapping Spin