精密切割电机锯片选择指南:YSA意萨技术解析与实用建议
在现代工业制造中,精密切割是实现高质量加工的关键环节。切割电机作为核心动力源,其性能直接决定了切割效率和精度。而锯片作为直接接触工件的执行部件,其类型选择更是影响最终加工效果的决定性因素。本文将围绕YSA意萨切割电机技术,深入探讨如何科学选择锯片类型,实现高效、精准的切割作业。
一、切割电机与主轴切割系统的重要性
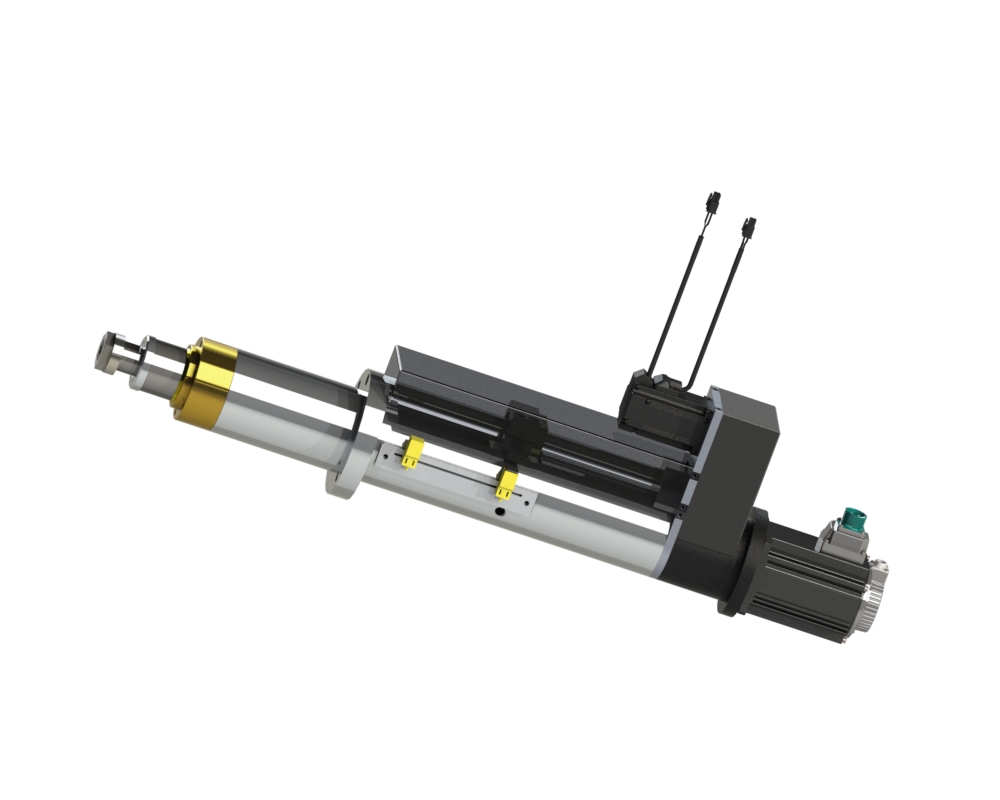
切割电机,特别是高速主轴切割系统,是现代精密加工设备的心脏。它通过高速旋转带动锯片,对材料进行切割、铣削、钻孔等操作。一个优秀的切割主轴头应具备高转速、大扭矩、低振动和优异的动态平衡特性。YSA意萨作为行业知名品牌,其切割电机产品在精度、稳定性和使用寿命方面表现突出,广泛应用于铝材、钢材、木材、塑料、陶瓷等多种材料的加工。
YSA意萨切割电机采用高强度拉丝合金铝机身和进口SKF角接触轴承,确保了在高速运转下的温升控制(通常不超过48℃)和低噪音运行(0.5米处噪音值低于38分贝)。其严格的装配工艺使电机径向和轴向跳动系数均小于0.01%,为精密切割提供了可靠保障。
二、YSA意萨切割电机技术参数解析
以YSA-H718型号为例,该电机功率范围覆盖2.2kw至11kw,转速可达3000-18000转/分钟,适用于从钢材、铸件到铝材、木材、大理石、玻璃、陶瓷及塑胶板材管材的广泛切割需求。对于更高精度的应用,如电路板分板加工,专业主轴转速可达5000-60000转/分钟,扭矩最大4.5Ncm,能够实现微米级的切割精度。
三、锯片类型选择的核心要素
齿数选择:齿数是影响切割质量和速度的首要因素。齿数越少(如18-24齿),切割速度越快,但表面较粗糙,适合纵切实木等粗加工;齿数适中(40-60齿)平衡性好,适合一般木材和胶合板切割;齿数较多(80齿以上)能实现超光滑切割,适合精细木工、层压板等材料。对于铝材切割,通常齿间距保持在15-25mm为宜。
齿形设计:不同齿形适用于不同材料和切割方式:
平顶磨型(FTG):齿顶呈方形,适合沿木纹快速纵切木材。
交替顶斜磨型(ATB):锯齿左右交替倾斜,横切木纤维时效果光滑,是通用木工的多功能选择。
三尖磨型(TCG):平顶齿和梯形齿交替,切割层压板、塑料和有色金属时耐用性好。
梯平齿:梯形齿和平齿的组合,切削光滑,广泛应用于工业铝型材和铝合金散热器的开料与横锯。
锯片材质:
硬质合金:经济性与持久锋利度结合,常用于木材和复合材料。
高速钢(HSS):适合软木和非硬质材料的轻负荷工作。
金刚石涂层(PCD):耐磨寿命极长,特别适用于三聚氰胺板、亚克力板、PVC板及复合材料,能有效防止爆边和熔边。
直径与厚度:锯片直径需与切割设备及工件厚度匹配,直径越大,切割产能通常越高。厚度方面,理论上越薄越好(减少材料消耗),但需兼顾工作稳定性。对于铝型材切割,过薄的锯片容易晃动,影响切削效果。
四、基于材料的锯片选择建议
铝材及有色金属:推荐使用TCG齿形的合金锯片,齿数60-80,选择标准锯口。对于高速铝材切割电机,合金锯片效果较好,需根据工件是实心还是空心合理选择齿数。
木材及人造板:实木纵切选用FTG齿形、24齿左右的锯片;横切或胶合板切割选用ATB或Hi-ATB齿形、40-100齿的锯片;精细加工选用80齿以上的Hi-ATB齿形。
塑料与层压板:选用细密排列的TCG齿形锯片,齿数60-80,薄锯口,可最大限度减少熔化和崩边。
精密电子材料(如PCB):需选用超高转速(如60000转/分钟)的防静电主轴和专用锯片,确保切割过程无静电损伤,切口光滑无毛刺。
五、结语
选择合适的切割电机锯片是一个系统工程,需要综合考虑切割电机性能(如YSA意萨提供的稳定高精度主轴)、加工材料特性、切割质量要求以及成本效益。通过科学匹配YSA意萨高性能切割主轴头与针对性选择的锯片,可以显著提升精密切割的效率与质量,延长设备使用寿命,最终实现降本增效的生产目标。在实际应用中,建议根据具体加工任务进行测试和调整,以找到最优的刀具解决方案。
 How to Select the Right YSA Se
How to Select the Right YSA Se 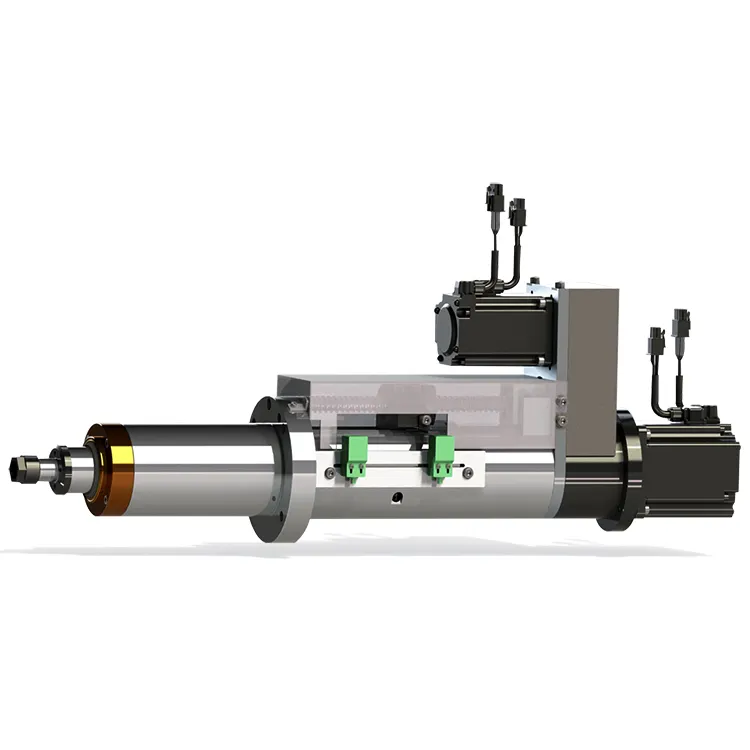 YSA BD03 High-Precision Dual
YSA BD03 High-Precision Dual  How to Properly Choose Drill B
How to Properly Choose Drill B 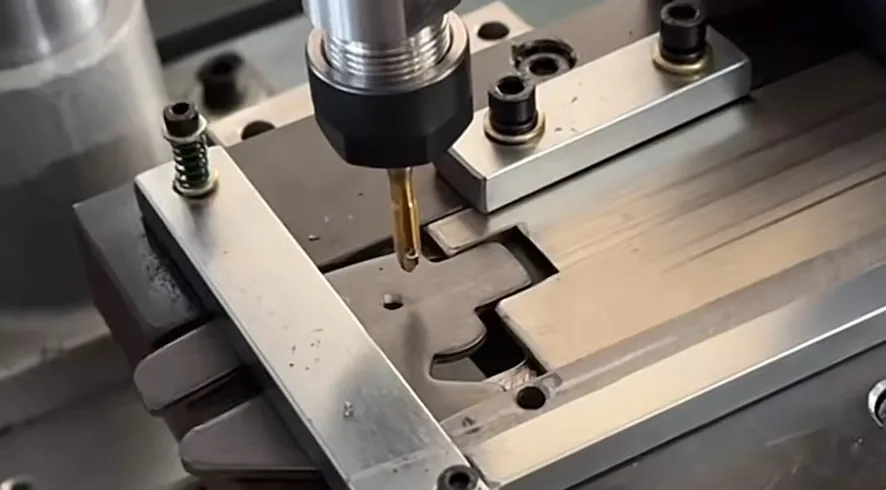 Detailed Explanation of Main
Detailed Explanation of Main